Backward Scheduling and Forward Scheduling in SAP ERP and SAP APO
Executive Summary
- We cover backward and forward scheduling and its setup and implications for SAP ERP and SAP APO.
- We show examples of the setup in SAP ERP and SAP APO with the SNP Heuristic.

Video Introduction: Scheduling Direction – a Primary System Control
Text Introduction (Skip if You Watched the Video)
Scheduling direction is a confusing topic but is critical for managing the capacity in reality and the system. Scheduling direction, as well as how far forward in the future and backward is a major determining factor in who production is scheduled. And this setting is a major tool in capacity leveling. We’ll cover backward and forward scheduling and its setup and implications for SAP ERP and SAP APO. We will also show examples of the setup in SAP ERP and SAP APO with the SNP Heuristic. Finally, you will learn how to evaluate the scheduling direction and how changing the scheduling direction controls the system.
Our References for This Article
If you want to see our references for this article and other Brightwork related articles, see this link.
Notice of Lack of Financial Bias: We have no financial ties to SAP or any other entity mentioned in this article.
- This is published by a research entity, not some lowbrow entity that is part of the SAP ecosystem.
- Second, no one paid for this article to be written, and it is not pretending to inform you while being rigged to sell you software or consulting services. Unlike nearly every other article you will find from Google on this topic, it has had no input from any company's marketing or sales department. As you are reading this article, consider how rare this is. The vast majority of information on the Internet on SAP is provided by SAP, which is filled with false claims and sleazy consulting companies and SAP consultants who will tell any lie for personal benefit. Furthermore, SAP pays off all IT analysts -- who have the same concern for accuracy as SAP. Not one of these entities will disclose their pro-SAP financial bias to their readers.
The Purpose of the Scheduling Direction
The scheduling direction is how production dates and dependent procurement dates are set up in a supply or production planning system in response to demand. The different approaches to scheduling directions are listed below:
- Backward Scheduling (only)
- Forward Scheduling (only)
- Backward Scheduling, then Forward scheduling
However, these alternatives change depending upon the system.
For instance, CTM has only options 1 and 2 above and does not have a setting for option 3.
The CTM Profile
This is shown in the CTM profile screenshot below:

- The definition of forward scheduling provided by CTM is quite interesting. SAP Help states, “CTM planning creates all receipts as early as possible.” This contrasts with backward scheduling, which says, “Causes CTM planning to schedule orders backward starting from the demand date. Receipts are therefore created as close to the demand date as possible.”
- The is an important distinction here between MRP in ERP and CTM. “For materials that are planned according to MRP and forecast-based planning procedures, the requirement dates are known in the future. Scheduling is always backward. The system automatically switches to forward scheduling only if the start date lies in the past.” – SAP Help This is evident from the SAP ERP MRP screen, where there is no setting for backward of forward scheduling, as can be seen below.
Backward and Forward Production Scheduling
Scheduling and scheduling direction are among the most important features and settings in supply chain software that perform both capacity leveling and constraint-based planning. Backward and forward production scheduling has more implications than backward and forward consumption. However, it is much simpler to understand because, while the primary goal of backward and forward forecast consumption is to prevent over-ordering (see the article), backward and forward scheduling deals with “when” demand will be satisfied. Scheduling can be performed in two directions, but there are more than two options because the directions can be combined in one scheduling setting. Furthermore, different supply planning methods allow for other scheduling to be performed. To understand how to use the various scheduling alternatives available in systems, it is essential, to begin with, a definition of each of the scheduling types. SAP’s description of how the three scheduling options work in its system is as follows.
SAP’s Definition of Scheduling
These definitions apply for both SAP ERP and SAP APO; however, other applications with supply and production planning functionality work very much.
- Forward Scheduling: For the start date, the system uses the beginning of the period when the production quantities were entered. From this start date, the system calculates in a forward direction to determine the finish date. The system displays the order quantities on the production start date.
- Backward Scheduling: For the finish date, the system uses the end of the period when the production quantities were entered. From this finish date, the system calculates in a backward direction to determine the start date. Understanding the Basics of Constraints in Supply and Production Planning Software 25
- Backward / Forward Scheduling: Here, the system works in two steps:
- In the first step, the system uses the end of the period when the production quantities were entered as the finish date. From this finish date, the system calculates in a backward direction to determine the start date.
- In the second step, the system uses the beginning of the period calculated in step one and then schedules forwards. Order processing commences at the beginning of the start period calculated by the system and ends in the planner’s period specified.
Understanding the Primary Benefit of Forward Scheduling
Forward scheduling (also known as front-loading) with internal production is primarily a trade-off between producing early and carrying inventory, or not producing early and not filling one’s production capacity. Forward scheduling allows a company to produce and procure before the system ordinarily schedules (meaning more inventory is carried before the stock is consumed). Because companies typically do not have unlimited factory capacity or material availability. In particular, some factories—repetitive manufacturing environments—require long production runs to achieve their potential production efficiencies. The ability to forward schedule production orders and their associated purchase orders can be the correct approach to configure a company’s supply and production planning systems.
The forward scheduling setting can be seen in the screenshot on the next page, which shows SAP CTM in the Planning Strategies sub-tab of the CTM Profile.
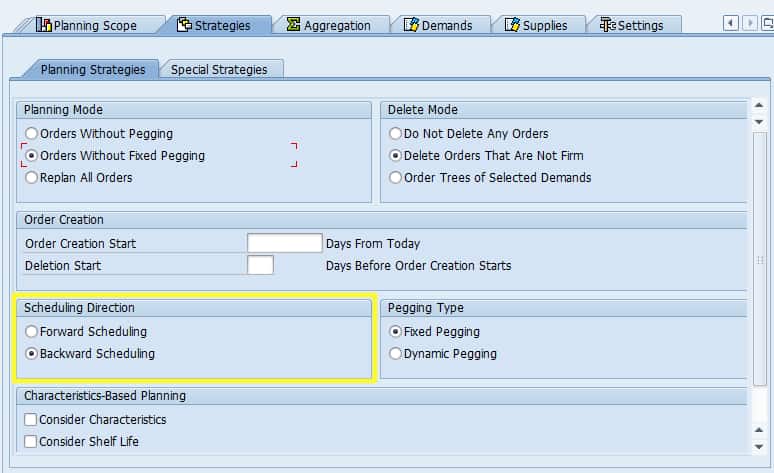
The available options concerning backward and forward scheduling are crucial for the output of the planning run. For instance, a procedure that begins with backward scheduling and then switches to forward scheduling (which is the default for MRP in SAP ERP) will produce a very different output than one that starts with forward scheduling.
Forward scheduling plans all requirements as early as possible, without consideration for when the demand is needed, as is shown in the following series of graphics.
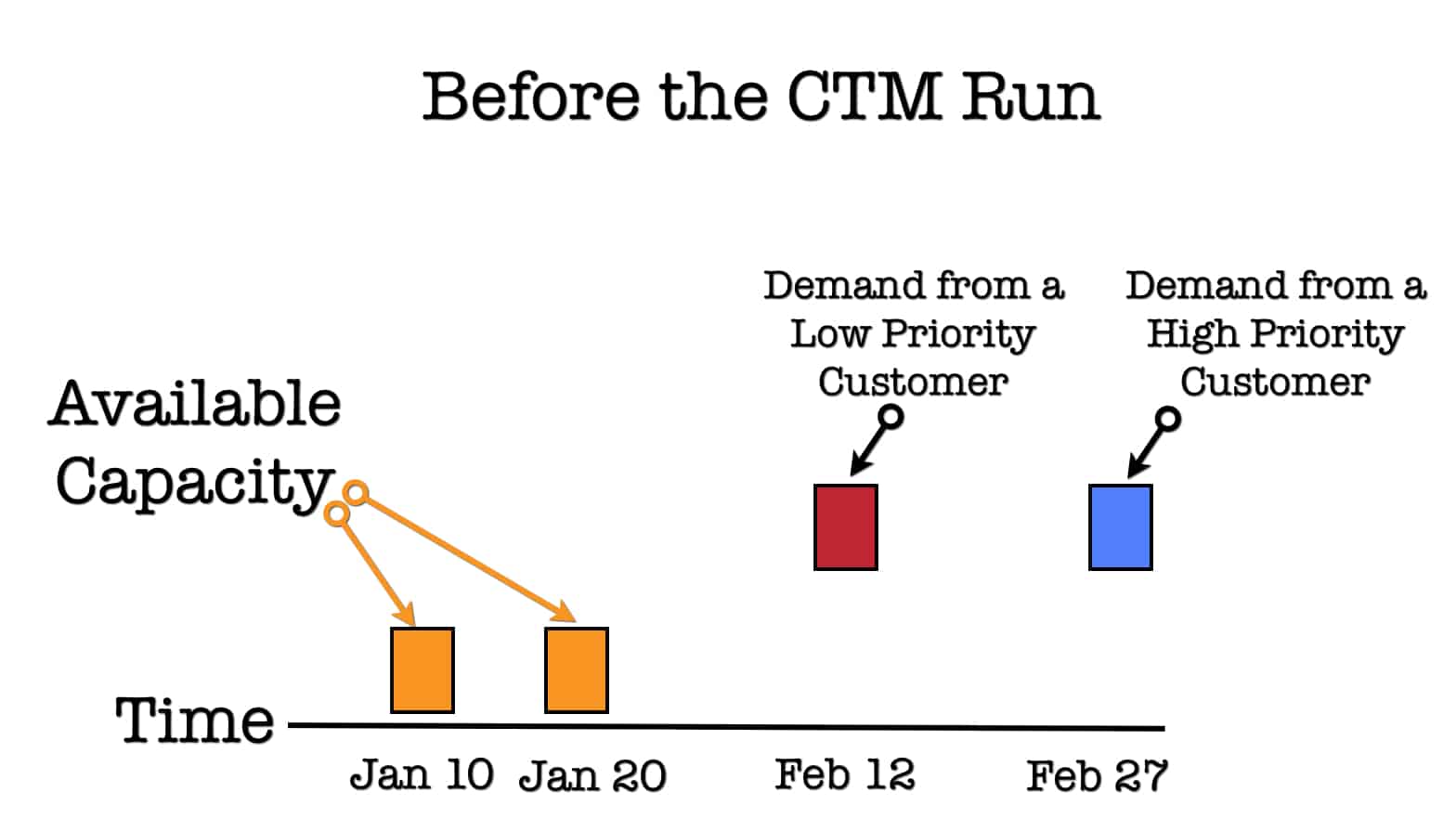
This is designed to show the state before the CTM run. Notice that there are two demands. The higher priority customer demand is further out in the planning horizon than the request from the lower priority customer.
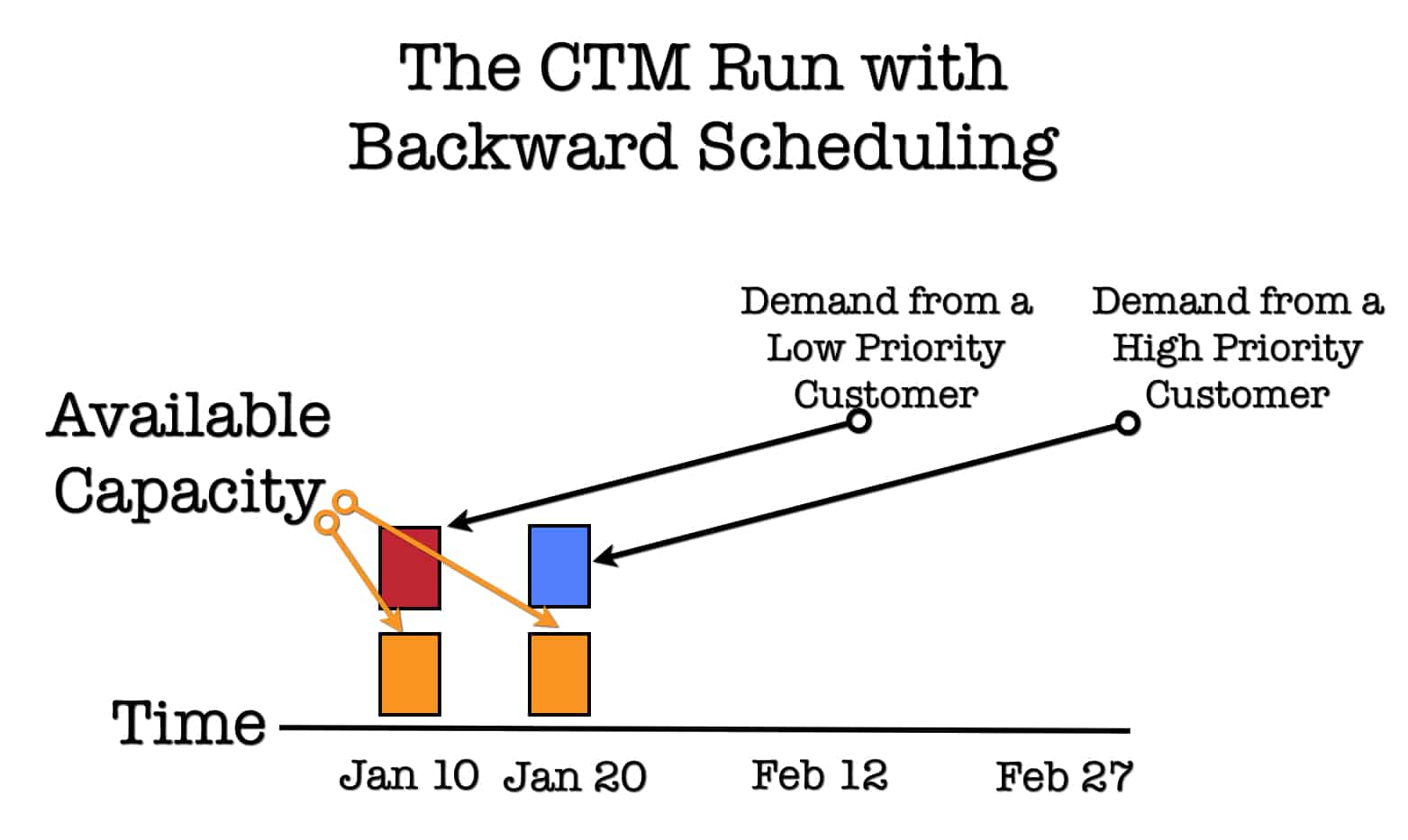
Under backward scheduling, as long as the higher priority customer’s demand can be met on time, the system will choose to peg or associate the demand with the later capacity.
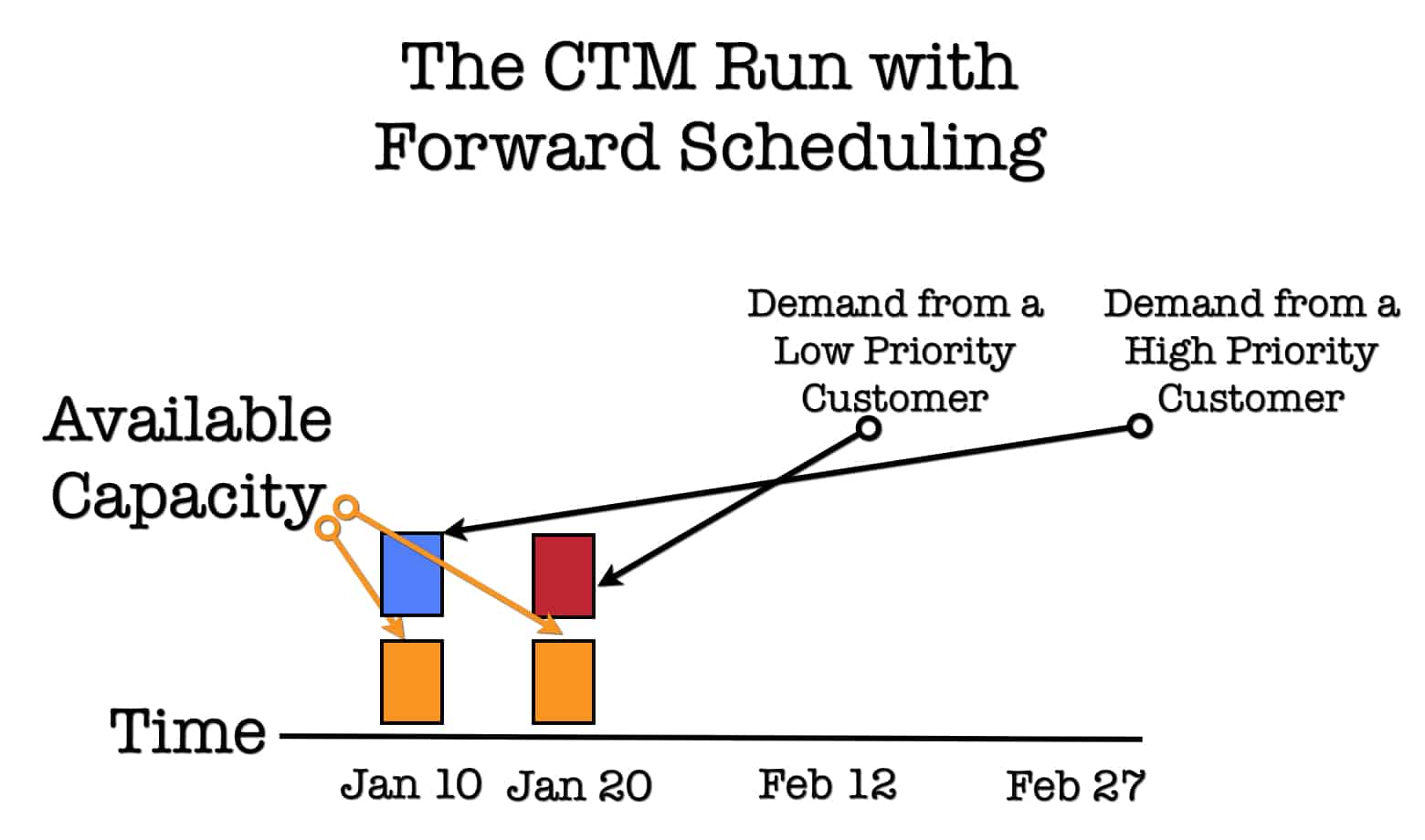
However, under forward scheduling, even if the demand from the higher priority customer can be met on time with the later capacity, CTM will assign the customer demand to the first available capacity. CTM does this because of the combination of CTM processing the higher priority customer before the low priority customer and the forward scheduling setting, which plans all demands as soon as possible.
Scheduling Direction When Using Cost Optimization
The supply planning method of cost optimization can also be made to perform forward scheduling. However, most often, it will not have a setting for scheduling direction. Instead, the scheduling direction is controlled by the costs set up in the optimizer, notably the storage costs. Storage costs make the model incur a cost for each day that a product is kept at a location. Therefore, the inclusion of storage costs creates an incentive in the model to delay production until that product is required. Thus, the use of a storage cost promotes backward scheduling. If storage costs are set to “0,” many optimizers will immediately switch to forward scheduling. When storage costs are included, the optimizer changes to backward scheduling as it has now been provided with an incentive not to minimize inventory.
Backward and Forward Scheduling with Procurement and Stock Transfer Planning in SNP
Forward scheduling can be used to create planned production orders, purchase requisitions, or even stock transport requisitions before when they would be scheduled under backward scheduling. Companies routinely pull forward their procurement and stock transports in anticipation of future demand. Usually, forward scheduling procurement and stock transfers are performed manually rather than in the supply chain planning systems. For forward scheduling to work in a way that meets the business requirements (and not merely initiate all activities immediately), it is necessary to constrain the resources over which the activities are spread.
In addition to demand spikes, there can be other reasons for forward scheduling. For instance, if suppliers are unreliable, then forward scheduling could reduce the risk of non-delivery or late delivery by creating purchase requisitions as soon as possible. Another reason for forward scheduling could be if a material’s price is predicted to rise in the future. Both situations can arise when an industry becomes capacity-constrained. Years ago, this happened in the aerospace industry with titanium, and therefore, any part made of titanium experienced lengthened lead times. In this situation, an alternative to forward scheduling is to adjust the lead times to represent the current environment.
Constraining Production Resources
It is common to plan with constrained production resources. It is much less common to plan with either supply planning resources (transportation resources, storage resources, etc.) or with suppliers’ capacity constraints (which would constrain the purchase requisitions).
The traditional output of a supply planning system is planned production orders— purchase requisitions and stock transfer requisitions. Planned production orders and purchase requisitions are created by the initial/network supply planning run, and stock transfer requisitions are created by the deployment run. If the initial/network supply planning run is set to forward scheduling, it will forward-schedule planned production orders and purchase requisitions unless controlled somehow. The scheduling direction for each supply planning recommendation type (production, procurement, transfer) should be analyzed and determined separately. That is, just because a company wants to front-load its production schedule does not necessarily mean it also intends to front-load or forward-schedule its purchase requisitions (for materials that are not part of a manufactured product) or its stock transfers.
Selecting the Recommendations to Forward Schedule
Therefore, the company must determine which recommendations from the supply plan they wish to forward-schedule and which they do not wish to forward-schedule and then adjust the supply planning application settings accordingly. When it comes to the initial/network supply planning run, deciding what to forward-schedule is quite important because there are two types of recommendations (planning production orders and purchase requisitions) that come from this planning run. The same scheduling direction may not work for both. Manufacturing companies may create purchase requisitions for products that are part of a manufacturing BOM and for products purchased and then resold. When forward scheduling is enabled, and production capacity constraints, the purchase requisitions that are part of manufacturing BOMs will only be brought forward to the degree that there is manufacturing capacity. However, purchased materials that are not part of a manufacturing BOM will be carried forward as early as possible unless the supplier’s capacity is modeled and constrained. This is why it can make sense to place a manufactured product and the procured product that is an input to the manufactured product in one planning run and resold procured product in a separate run.
Forward Scheduling in the Deployment Planning Run: Push versus Pull Deployment
Stock transfers are not created with the initial or network supply planning run but by the deployment run. (They are also made during the redeployment planning run, but as SNP does not perform redeployment, I will not cover redeployment reports. Nor will I get into non-SAP applications as this book is focused on APO.) Information on redeployment can be found in the following article:
Scheduling Direction and Its Implications
As I have discussed, forward scheduling can be the correct setting in some circumstances. However, effectively leveraging APO to meet forward scheduling means more than merely changing the supply planning method’s scheduling direction. For instance, setting forward scheduling with CTM can lead to an interesting result, shown in the graphics on the next page. It can mean that higher priority customers, whose orders are run through the allocation supply planning procedure earlier, can consume a production resource sooner than they would ordinarily with backward scheduling.
We cover front-loading in this article.
Performing Backwards Scheduling
Some systems, such as MRP, which is the SAP ERP supply planning method, are run with backward, then forward scheduling by default. However, other supply planning methods, such as SAP CTM, cannot perform backward scheduling first and then forward scheduling and can only perform either backward or forward scheduling in one planning run. Any supply planning system that is unconstrained must first perform backward scheduling. MRP is unconstrained, and this is why there is no option to use only forward scheduling. SAP CTM can be constrained, and for this reason, can be run with forward scheduling. In fact, with CTM, SAP does not offer the option, to begin with, backward scheduling and then move to forward scheduling, which is the default method of operation for MRP in SAP ERP.
The Most Common Scheduling Direction
Backward scheduling is the most common scheduling direction. Backward scheduling works from the need date and calculates the activities necessary to provide material availability “backwards” from the need date. Forward scheduling works much more simply and schedules activities to occur as soon as possible as if the material demand date is immediate. Performing forward scheduling only in supply and initial production planning run (and no backward scheduling), “front loads” resources (also known as “fill to capacity”). When applied to internally produced items, machines and labor resources will be employed to produce material before their need. One might observe that this is wasteful, but the activity can be the correct action to take.
Companies do not build the capacity to match the peak demand periods throughout the year. Some companies will find themselves unable to meet capacity at certain times, meaning that they have the option of producing early, producing late (if the customer accepts late shipments), or denying the order. Furthermore, the setup involved in some products is significant compared to the inventory carrying cost of keeping the material in stock.
One company I worked with produced a full year’s demand for an item in three hours, but the setup time to create this item was four hours. It would not make sense for them to break the single yearly production run into two 90-minute runs to avoid storing inventory.
Backward Scheduling and Forward Scheduling in SAP ERP MRP
There is no scheduling direction option or setting on the screen for SAP ERP MRP.
However, MRP does have a “default” setting, which begins backward and then move to forward scheduling.

Scheduling direction is an option for CTM.
But unlike MRP, only one path is selected in CTM. Unlike MRP, CTM does not start in one direction, such as backward scheduling, and then move to forward scheduling. Because of this fact, CTM’s forward scheduling is quite a bit different from MRP forward scheduling.
This is because forward scheduling is how CTM is run from the beginning. MRP forward scheduling, on the other hand, begins when all backward scheduling options have been explored.
Therefore, there is a significant difference between a system that begins performing backward scheduling and then switches to forward scheduling versus a system that does only backward or forward scheduling from the beginning.
The automatic switch to forward scheduling can be disabled by going to Customizing for MRP – the Parameters for Determining the Basic Dates that the system continues using backward scheduling even if the resulting start dates lie in the past.
Backward and Forward Scheduling in the SNP Heuristic
For the SNP Heuristic, the backward or “First Possible Date” is set in SNP Global Settings, as is described in this article.
Forward scheduling is a topic that has had many debates throughout the years. This is well encapsulated by the quotation below:
“In general forcing forward will tend to load your resources more fully than backward scheduling. That being said, you will jam up your schedule now with work that could be done later, leaving no space for things that need to be done now and can’t be done later. Utilization on all resources tends to go up, open schedule opportunities go down and therefore cycle times go up, inventories go up and on time delivery performance drops.” – Visual Nuggets
While this is an interesting observation, it is only valid if the scheduling is not adjusted manually.
Forward scheduling can be performed, and then less critical jobs moved out, and more pressing jobs moved in. However, forward scheduling does increase the manual work required to get a good schedule.
Visual Nuggets has the following to say about the disadvantages of forward scheduling:
- “Material is consumed early, which can lead to material shortages for other jobs with earlier due dates.
- Lead times tend to increase as the shop has no free capacity to sprint.
- It is challenging to take opportunistic advantage of rush jobs because resources are always busy.
- Expediting is very common because resources are never available when they are needed.
- WIP increases because lead times extend, and materials are pulled early, prompting rebuys.
- Due date performance decreases even though most people believe an early release should result in an early finish. The opposite is usually true.
- The above effects tend to be exaggerated by management’s desire to keep everyone busy all the time, so more and more work gets pushed onto the floor.
- This mode ignores the fact that different jobs have different total touch times, and some jobs need to start earlier than others to complete on time. Manual manipulation of the release dates is required to overcome this problem.”
Conclusion
Backward and forward scheduling control the trade-offs related to producing early to obtain maximum resource consumption and increasing inventory or producing on time but with less resource utilization.
The options available within the supply/production planning method are essential for the plan’s outcome. As we have seen, the setups in this regard are different between APO and SAP ERP.