Introduction to SAP CTM aka Capable to Match and the CTP Profile
Executive Summary
- We cover SAP CTM with how CTM was first developed.
- Our coverage includes the Planning Run tab, the planning scope, the Supply Distribution tab, the Strategy tab, the Aggregation tab, and the Technical Setting tab.
- Using CTM means understanding fixed and dynamic pegging.
Understanding CRM is no easy feat!
Introduction to CTM
Thinking at the highest level, Capable to Match is the matching of demand to supply. This article will learn about CTM from multiple dimensions ranging from its logic to its configuration.
Our References for This Article
If you want to see our references for this article and other related Brightwork articles, see this link.
Notice of Lack of Financial Bias: We have no financial ties to SAP or any other entity mentioned in this article.
- This is published by a research entity, not some lowbrow entity that is part of the SAP ecosystem.
- Second, no one paid for this article to be written, and it is not pretending to inform you while being rigged to sell you software or consulting services. Unlike nearly every other article you will find from Google on this topic, it has had no input from any company's marketing or sales department. As you are reading this article, consider how rare this is. The vast majority of information on the Internet on SAP is provided by SAP, which is filled with false claims and sleazy consulting companies and SAP consultants who will tell any lie for personal benefit. Furthermore, SAP pays off all IT analysts -- who have the same concern for accuracy as SAP. Not one of these entities will disclose their pro-SAP financial bias to their readers.
What is SAP CTM?
We found this good definition of CTM in a book from Springer Press.
“CTM planning uses a constraint-based approach for the cross-supply-chain checks of capacities as well as material availability. CTM considers predefined supply categories and demand priorities.” – Josep Ramon Bonamusa, SAP Iberia
SAP CTM does not consider the complexities and dependencies of manufacturing and distribution. CTM can look out long-term to allocate supply and demand.
The first step to using SAP CTM is to select it under Multilevel Supply and Demand Matching. (Even though CTM is technically under SNP, it is listed under the menu under Multilevel Supply and Demand Matching)
In the book Real Optimization with APO, Josef Kallrath, Thomas I. Maindl brings up the following good points regarding CTM:
- Capable to Match is a finite, multi-level, and cross-plant planning method available in SNP. The methodology behind it is constraint propagation. Costs are considered for deriving priorities concerning sourcing decisions if there is an alternative between in-house production and procurement/transportation, comparing the multi-level cost of the PPMs related to production and shipping.
- When pegging is performed (between requirements and supply), with dynamic pegging, the relationships are kept in liveCache.
- The result of a CTM planning run is always feasible – not necessarily a mathematically optimal production plan. It is a sequential algorithm that works through demands and tries to fulfill one after the other.
- CTM tries to cover all demands on their respective due dates. To do so, it utilizes forward and backward scheduling.
The Hypothetical Advantages of SAP CTM
- Good for large companies and large data volumes
- The best solution for capacity constrained clients that need to allocate inventory and capacity to customers based upon priority.
- Appropriate when the need is for multi-level planning (an example is the hierarchy of product – product group – product family – brand)
To see a description of multi-level planning, see this article.

The next step is to select a profile. The profile is the combination of products and locations included in the CTM run.
SAP CTM and Resource Constraining
CTM can consider multiple types of constraints when processing demand. This is described below:
“CTM considers limited production capacities transportation capabilities between locations, safety stock levels based on absolute quantities or target days of supply, and deals with time-dependent process parameters in order to respect yield learning curves essential in semiconductor manufacturing. Transportation capability restrictions are not included in CTM planning as this is not even seen as an important constraint in semiconductor planning.” – Real Optimization with SAP APO
As the end of this quote indicates, this brings up where CTM was first developed.
Where Was SAP CTM First Developed?
According to Kallrath and Maindl, CTM was explicitly developed for the semiconductor industry.
“During the semiconductor market upturn of the 1990s, the CTM algorithm was originally developed for semiconductor manufacturers. The objective was to implement the typical semiconductor business rules in a market environment that is characterized by demand exceeding supply, which at that time automatically provided for fully utilized fab capacities. Therefore, focus was laid on implementing demand prioritization rules rather than looking at maximized waferfab utilization at the same time.” – Real Optimization with SAP APO
Of course, since then, CTM has been applied to many other industries. According to them, the CTM algorithm has been continually enhanced since it was first developed for semiconductors. Examples they provide are:
“Descriptive Characteristics which allow for more flexible prioritization rules.
Configurable forecast consumption of existing sales orders.” – Real Optimization with SAP APO
Client/Industry Example
We used CTM at a dairy client. This company was very focused on the prioritization of demand. This is a perfect fit for CTM. Different customer groups can be run in batches so that the lower priority customers are allocated inventory after the higher priority customers. This, of course, requires hard pegging. However, it also means that oftentimes a lower priority customer will lose inventory to a higher priority customer even if the lower priority customer placed their order far in advance. Selecting whether to use pegging or without fixed pegging is one of the large decisions regarding CTM. Heuristics cannot recognize customer priorities.
When to Use SAP CTM vs. The SNP Optimizer
SAP CTM should be used when more focus is on the customer side than the production and procurement side. There is a need for more functionality and complexity in managing customers and their priorities than managing the supply chain’s complexity at the lowest possible cost. In fact, if the complexity is on the production side versus the demand side, CTM would probably not be the choice, as this blog article explains.
This graphic shows this as well:

Placing the supply chain problem on a continuum can help determine the right method to select for SNP – either optimization or CTM. The question of whether to use heuristics is not binary, as heuristics can be used with CTM as well as with the optimizer.
How CTM connects to GATP is covered in this article.
SAP CTM and the CIF
We found this excerpt from a paper on the CTM interesting regarding the implications for the hardware, performance, and management of the CIF when using CTM.
In situations where material availability is a hard constraint, it is recommended that CTM be used.
“CTM is an order by order planning tool. Heuristics (on the other hand) consolidate the demand into a bucket before planning for supply. Due to the CTM nature of planning order sizes could be as small as the production / procurement minimum lot size defined in the system. CTM plans order by order and there may be supply orders of minimum or close to minimum lot sizes. There may be limits on the number of orders it can create in a bucket, based upon Global SNP settings.
Change pointers with CTM, unlike heuristics, it may be a good idea to implement change pointers along with CTM. The CTM engine is hosted on a different server. Hence, there is a constant inter-change of data between liveCache and the CTM server. In a situation where CTM is running and making updates in liveCache, it would be a good idea to stop all CIF queues or configure change pointers in the solution design. This will ensure a controlling manner, where the CTM results are published to the transaction system. Stopping CIF queues and starting it again to account for the CTM run, may cause transient discrepancies in master and transaction data between the two systems. Heuristics do not have such drawbacks.” – Srinivas Krishnamoorthy
CTM requires separate investments since the software is hosted on a separate server.
The CTM Profile
The CTM profile is where you set up the limits and the configuration for use in a CTM or Capable to Match planning run. The transaction is (/SAPAPO/CTM). You both set up the CTM profile and run CTM from the same transaction. You start (if you do not yet have a CTM profile) by finding a profile that is similar to yours and copying it using the copy button in the upper left-hand corner.
The CTM Profile works in conjunction with the lesser known CTM Global Settings IMG configuration — among others.
The Planning Run Tab
This is the first tab in the CTM Profile. Here is where you set the basic parameters for the CTM run.

In this case, we are copying, or using a template, the CTM profile for PUMP, which is some of the standard master data that SCM ships with from SAP. However, before even being here, it requires that you have set up the following:
- Master Data Selection – To see the master data selection set up, go to this article.
- Demand Selection (aka Order Selection)
- Supply Selection (optional) To see the master demand and supply selection, goto this article.
With our Master Data Selection and our Order Selection created, we can now go back to the transaction (/SAPAPO/CTM) and setup or CTM profile. We input our SNA MD and SNA ORDER profiles that we just created previously (and documented in the article links listed above) on the first tab. We can now get into the detailed CTM Profile settings.
The Planning Scope
This tab is probably the most important in CTM. This is where the master data, demand, and supply are all selected in addition to the time stream. These are all selected on this one screen. The fact that so many selections can be combined in one profile and the fact that many different profiles can be created means that CTM can be run many different ways on a project.
By saving this CTM profile, then allows this combination to be run at any time, and of course, to be scheduled in any sequence by the batch job scheduler.

Notice that we input our SNA MD and SNA ORDER profiles that we just created previously on the Planning Scope Tab. We also control the time stream on this tab, along with the planning start and end date. If PP/DS is also being installed, then there should be a synchronization of the time horizons between this time setting and how PP/DS is set up.
The Supply Distribution Tab
This tab determines whether supply distribution, which is a way of pushing inventory down the supply chain network, is to be run after CTM.

Setting the Strategy Tab
The Strategies Tab, Planning Strategies subtab has the following inputs. Here is what we set up:
- We want to re-plan all orders but apply fixed pegging, so once supply and demand elements are matched, they are not changed on subsequent planning runs. Fixed pegging makes the most sense to us when using CTM. More on pegging can be read about in this article.
- We won’t allow forward scheduling because our customers will not accept late orders. However, this needs to be worked out with clients regarding how late customers will accept their orders.
- If orders have not been firmed, we want to delete them. The configuration for whether orders are firmed by the system or firmed interactively by planners is to the product location master, and more detail on this topic can be read in this article.
We have set up the CTM Strategies / Planning Strategies Tab to match our requirements above:

Interestingly, we can set CTM not to delete any orders, regardless of whether they are firmed.
Strategies Tab / Special Strategies Subtab
This tab controls the following:
- Whether product substitution is used (which we will disable)
- Will late demand fulfillment is allowed? (We find this setting strange as it seems to be controlled for in backward or forward scheduling. However, it makes sense that if backward scheduling were allowed, the system would still need to know if it allowed scheduling late at all. The first option is Use Standard Procedure for Scheduling – this uses things like quota arrangements if they are in the system. However, if another option is selected for this setting, “Keep Lateness to a Minimum,” then CTM will choose the supply source based upon the ability to fulfill demand as soon as possible. Another option, “Gradually Postpone Demand Date,” shifts the demand date by the number of days you have specified under Offset. This is essentially your forward scheduling number of days.)
- The “Capacity Planning” setting is fascinating because it allows CTM to be run either respecting the resource constraints or not respecting the resource constraints. This can allow you to have both a constrained and unconstrained CTM run. The unconstrained run can be used to determine what the plan would look like or what demand is if it were not restricted in any way.
- The setting below this is interesting because it offers the option of not retaining the pegging for firmed orders. This is a surprising finding because it is difficult to envision a scenario where I would not want to retain the pegging for firmed orders. If not, what is the point of having a firmed order?
- The three options below this are very rarely set, so I will skip covering them in this article.

The Aggregation Tab
This allows you to perform aggregated planning. This can require setting up hierarchies for either the location, resources, or the PPM/PDS. This tab then brings in these hierarchies for use in the CTM run.
There is more on this topic in this article.

Order Selections
Some settings relate to Order Settings. They are quite confusing and poorly designed by SAP development. You can see this article for a full explanation of this area. This is one of the most complicated areas of CTM and deserves its article.
Settings/Basic Settings Sub Tab
The master data tab allows us to ignore certain master data.

- We first need to decide if we want bucket oriented or continuous planning. This comes down to what type of resources you want to use. Bucket resources are quantity based resources. If you select bucket resources, SCM will only take these resources into account. The continuous planning selection uses both time and bucket resources. Resources types are covered in this article.
- We only ask the model to perform external procurement and do not have a PDS or PPM setup for internal productions, so the selection here is irrelevant.
- The order category will be SNP as we want to create SNP orders. PP/DS orders would be relevant if we wanted to generate production orders directly. However, we are not doing that. If we were to create PP/DS orders, we would be using SNP to create the production plan.
Settings/Master Data Settings Sub Tab
This tab controls what master data to use and what not to. Therefore, I can run CTM without respecting quota arrangements, even if they exist in the system. I can ignore the stock transfer horizon, the transportation calendar, etc. This provides extra flexibility to the CTM system. For instance, if I removed “Planned Delivery Time,” then CTM would run as if there was no delivery time, and therefore would plan “later” than it ordinarily would. I can also replace the replenishment lead times.

Settings/Technical Settings Sub Tab
This tab controls the CTM fun’s precise details, such as whether order quantities should be rounded, the minimum planning quantity, and whether to use a simulation version.

Starting The CTM Planning Run
Of course, there are many more settings, and we do not cover all of them here. However, we have now created the profile and are ready to run CTM using this profile. To do this, we first save this profile and then go back to the planning run tab and select the start planning button.

Reviewing the Results
We can go and see the results of the CTM run by selecting the Analysis Button.

However, you can also see the results in the Product View or the Stock Requirements List.
As you can see, this CTM planning run did not lead to any new orders.
Should CTM be Run Daily or Interactively?
One of the major issues concerning planning projects is that companies tend to infused much of their planning with short-term execution orientations. In fact, many directors who head up planning departments don’t understand planning.
Therefore companies will often attempt to get the supply planning system to run more frequently than weekly. Presently I have two requirements for CTM. They are the following:
- Run CTM on demand / or interactively
- Run CTM daily
To analyze both of these requirements, it is important to understand how CTM cuts up the supply network problem and how it processes it. Every supply planning method divides the problem, every way except inventory optimization multi-echelon planning. Dividing a problem is called decomposition, or how to “decompose” or break apart the problem. There is the most flexibility concerning decomposition with the cost optimizer, as can be read in this article.
CTM Settings on the Product Location Master
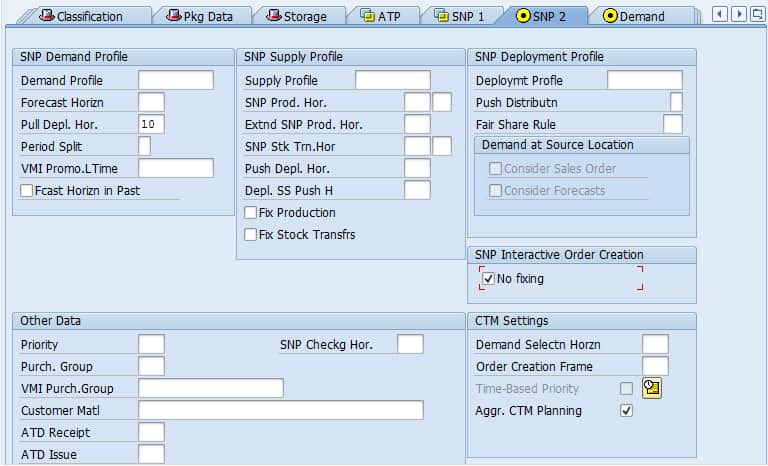
Here we have the following fields on the bottom left of the screenshot:
“Demand Selection Horizon: (You can limit the selection period for demands that Capable-to-Match Planning (CTM) uses, depending on product. If, for example, you plan products with different lead times, you can determine the selection horizon for the demands of one product in a different way to the selection horizon for the demands of another product.) – SAP Help
Order Creation Frame: (Period before demand date (in days), in which Capable-to-Match Planning (CTM) can create planned orders to cover a requirement.)” – SAP Help
(both of these fields need to be analyzed about the CTM Time Stream configuration item covered in this article.)
CTM Planning Horizons
CTM’s most visible control for the time horizon is in the CTM Profile. This is the CTM Time Stream. This setting control how far out CTM processes the supply network.

A CTM Time Stream configuration is included below:

Time streams allow different portions of the planning horizon to have different planning periods for your planning calendars. For instance, one can plan in days for the entire horizon, or first in days, then in weeks, then in months.
The options are listed below for the Period Types.
- 01 – Days
- 02 – Weeks
- 03 – Months
- 04 – Quarters
- 05 – Years
These time streams can be flexibly assigned to each CTM Profile. However, it can also make sense to apply different time horizons, which are shorter than this, for many supply network products. There is a second setting: the CTM Demand Selection Horizon, which is on the Product Location Master. This is shown on the screenshot below:

This sets the maximum horizon for the product location so that even if the CTM Time Stream is set for, say, 9 months, if the CTM Demand Selection Horizon is set for 2 weeks, CTM will only process for two weeks for that product location.
This has both business and technical benefits. The business benefit is that planning objects are not created for future points when they are not desired. Secondly, the fewer things CTM is required to process means the faster the run can be performed. SAP notes the following dependencies with this setting.
“If you have set the Ignore Prod-Spec. Sel. Horizon Demands indicator, CTM planning only considers the entries in the order selection or in the CTM profile. If you have set the Relate Horizons to Planning Start indicator in the CTM profile, the product-dependent selection period does not relate to the current date, but to the planning start date.” – SAP Help
How to Best Setup the CTM Demand Selection Horizon
Rather than setting a different planning horizon value for each product location combination, what is more, sustainable is to create a series of time horizons groups. These groups may look something like the following:

These groups are then assigned to each of the product location combinations in the product location database deemed to require a shorter planning horizon than the CTM Time Stream. Once documented in this way, they can be changed in APO.
SAP provides quite a bit of flexibility concerning planning horizons in CTM. The CTM Time Stream controls what the CTM procedure looks at overall. But within this, the CTM Demand Selection Horizon allows the planning horizon to be customized and reduced from the global setting. See this article to overview the major planning horizons in the four most commonly implemented APO modules.
Understanding CTM’s Supply Network Problem Division
CTM is a method of supply planning called order based planning. It breaks the problem by orders. In fact, CTM gets its name from creating a pegging between orders, forecasts, and planned stock (not pegging to production capacity as that is called capable to promise). Of course, the planned stock is partially based upon planned production orders (for companies that manufacture).
Therefore the order is the central unit of division for CTM. CTM can control the sequence of the queue of requirements as they connect to the queue of receipts. A caveat should be used here because CTM does not to be run with priorities, as is described in this article. However, the best way of thinking of CTM is that it sets up two queues, one for requirements (and each subcategory) and one for receipts (and each subcategory), that are then matched against one another. Now with this background, the question becomes, is running CTM interactively or daily makes sense. However, before we answer that, it is necessary to understand pegging.
Fixed Versus Dynamic Pegging
CTM is the only supply planning method that allows for what is called fixed pegging. Fixed pegging permanently connects a demand element to a supply element. This creates a permanent allocation (which can then be sent to GATP to suppose availability checking). Using fixed pegging (CTM can be run with either fixed or dynamic pegging) enables a company to run CTM more quickly, enabling CTM to be run more frequently. With fixed pegging, on each subsequent run after the initial run, there are fewer requirements and fewer receipts included in the CTM run, which then shortens the CTM run. (More on pegging can be read in this article)
Running CTM Daily
CTM can be run daily. This allows requirements and receipts that were not in the model the day before are now in the model. This assumes that the pegging is fixed. If the pegging is dynamic, a daily CTM rerun could end up being quite confusing because the pegging would move around from day-to-day. Therefore the main issue is technological. That is, there must be enough time to run the CTM procedure every night (that is must be run when planners are not using the system), and this can be an issue when a single CTM server supports multiple global regions, as the normal windows that are available to run procedures tend to disappear. To run CTM, the same CTM Profile will be set up the same way daily as a weekly run.
Running CTM Interactively
In addition to daily, CTM can be run interactively. However, it rarely is run this way. In fact, the ability to run CTM is not set up in the planning book. The SNP heuristic is designed to be easy to run interactively (and because heuristics divide by the product location combination, this makes sense). SAP does this by placing the SNP heuristic run button right at the top of the planning book.
This can be viewed in the screenshot below.

The “Location” button is the SNP heuristic on the planning book’s product location combination to the left of the callout. The callout is the network optimizer. The button to the left of the callout is the deployment optimizer. While these buttons exist, as this article describes, the problem is that the optimizer does not work very well in interactive mode, and this is because the locations that are part of the sub-network come into the model.
Therefore, while there is no CTM button, CTM can be run for a specified group of requirements and receipts…in theory. The problem is practical; this requires having a CTM Profile set up for just the subset of requirements and receipts, which I believe is too much work and is not a practical expectation.
Conclusion
CTM is used when the main focus is the prioritization of customer demand. So if they have a high need to prioritize, or they are capacity or materially constrained (or the suppliers are), then CTM is the way to go. For clients that want to focus more on the supply side, then using the optimizer (if they are good, don’t recommend the optimizer if they suck or are just average) is a better approach because the optimizer can determine the lowest cost of supply (and not merely based upon the product cost. However, like most entertainment companies, it’s all disks and plastic, so there are few constraints.
The main question is: Is the client constrained, and are allocations a big part of the business? If the answer is yes, then CTM is the way to go, as long as they are moderately sophisticated. If unsophisticated, no matter the supply chain constraints, its heuristics to start, and CTM for later releases. However, if they are dealing with retailers, I assume allocations are a big part of the business so that CTM might be a fit.
With fixed pegging, either daily or interactive planning is theoretically possible in CTM. However, the problem is finding the mechanism to interactively, as there is no CTM interactive button on the planning book. CTM must be run from a profile, making sense with a daily CTM run, but it does not make sense with an interactive run, which is only attempting to perform a run for a single product or a few products. For this reason, I would suggest against accepting the requirement of running CTM interactively.