How Good is Taiichi Ohno’s Book on Toyota Production System?
Executive Summary
- Taiichi Ohno’s book on the Toyota Production System is considered the definitive classic of JIT/Lean.
- The question remains, how well does this supposedly classic book hold up?
Introduction
When you talk to JIT/Lean proponents, they often tell you that to understand the Toyota Production System (TPS), you should go back and read Toyota Production System: Beyond Large-Scale Production by Taichi Ohno. This book was first written in Japanese in 1978 and then translated into English in 1988. The book compares holding inventory to hoarding and explains supermarkets in a nonsensical way. It leaves out stable production schedules but does emphasize excess capacity, which, for some reason, is considered more logical than “excess inventory.”
A virtually uncountable number of books on JIT and Lean came after this book, but this book is considered one of the originals. So we decided to go back and read it and see how good the book was and how it has held up.
Quotes from Taiichi Ohno
What follows are quotations that caught the eye and are worthy of commentary. Each quotation has its heading.
What is Just In Time?
According to Taiichi Ohno, JIT is the following:
“Just in time means that, in a flow process, the right parts needed on an assembly line at the time they are needed. A company established this flow throughout can approach zero inventory.”
This seems to be a very unrealistic quotation.
- First, zero inventory is not possible.
- Second, there is no reason to accept zero inventory as a goal. Having inventory facilitates manufacturing processes. It is necessary, and it can show by calculating the cost of maintaining inventory versus the processes that it enables that keeping zero or even very low inventories should not be a goal.
Addressing Problems Immediately to Prevent Quality Problems
Ohno states in the following quote that line workers must be empowered to stop a production line.
“Stopping the machine when there is trouble forces awareness on everyone. When the problem is clearly understood, improvement is possible. Expanding this thought, we establish a rule that even in a manually operated production line, the workers themselves should push the stop button to halt production if any abnormality appears.”
This makes a lot of sense. The concept is that a machine gets out of spec. It can very rapidly repeat an error, creating scrap. If line workers are told to focus only on output, then the quality problems will be enlarged.
Japanese Versus American Unions
Something greatly underemphasized in how JIT and Lean consultants are the role of unions in the TPS.
“In the United States, there is a union for each job function with many unions in each company. Lathe operators are allowed to operate only lathes. A drilling job must be taken to a drilling operator. And because the operators are single skilled, a welding job required at the lathe section cannot be done there but much be taken to a welding operator. As a consequence, there are a large number of people and machines. For American industries to achieve cost reduction under such conditions, mass production is the only answer.
Our craftsmen did not like the new arrangement requiring them to function as multi-skilled operators. They di not like changing from “one operator, one machine” to a system of “one operator, many machines in different processes.”
It was possible in Japan became we lacked function-orientation unions like those in Europe and the US. Consequently, the transition from the single to the multi-skilled operator went relatively smoothly, although there was initial resistance from the craftsmen. This does not mean, however, that Japanese unions are weaker than their American and European counterparts. Much of the difference lies in history and culture. Some say that trade unions in Japan represent a vertically divided society lacking mobility while function oriented unions of Europe and America exemplify laterally divided societies with greater mobility. Is this actually so? I don’t think so.”
This quote is, of course, from 1978.
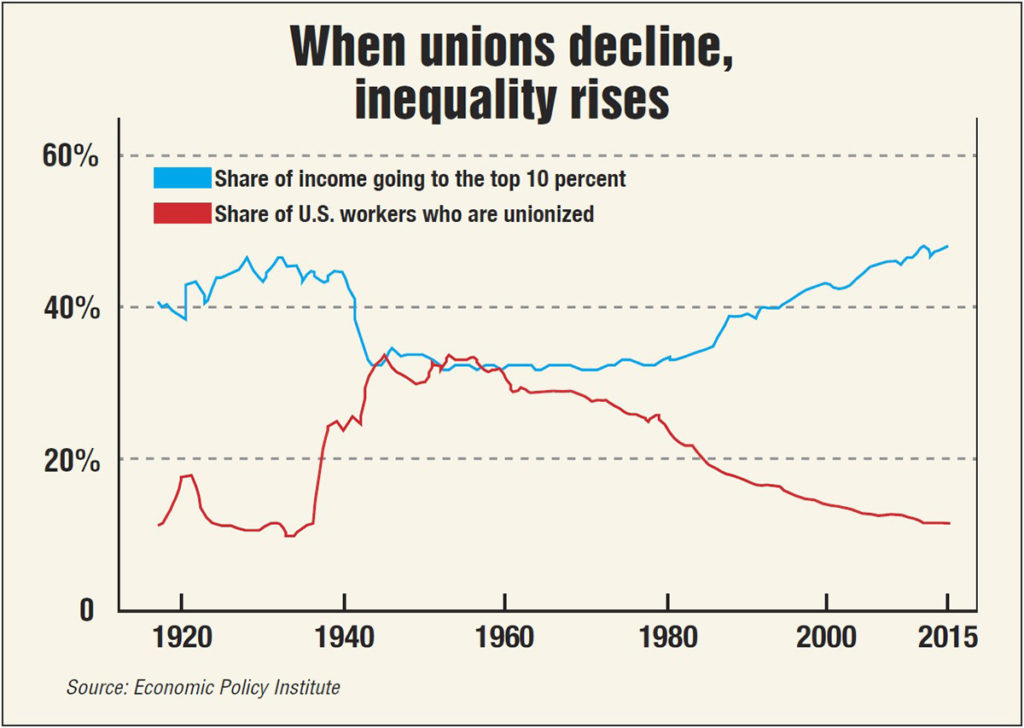
In 1978, unions in the US had already begun their steep decline, as the chart above shows.
Toyota was highly unionized under TPS, but the unions were configured differently. There are important historical reasons why US unions were separated this way. It is a talking point for those who oppose unions because they disagree with workers being able to organize, and very narrow job duties are a significant problem with unions. But the historical basis is that companies would move people to assignments they were not trained for, even when it reduced worker safety. The narrow definition of job duties was a reaction to these earlier abuses.
Inventory as Hoarding?
“Modern industry also seems stuck in this way of thinking (that is keeping stock). A person in business may feel uneasy about survival in this competitive society without keeping some inventories of raw materials, work in process and products. The type of hoarding, (emphasis added) however, is no longer practical. Industrial society must develop the courage or rather the common sense, to procure only what is needed when it is needed in the amount needed.”
This seems to equate having stock on hand with hoarding. Hoarding means having far too much of something versus the need. It is irrational. That seems to correlate stock maintenance with mental illness.
And what exactly does “procure only what is needed when it is needed to mean?’ Does this mean that there is no stock? Ohno does state that material should only be what is immediately required for manufacturing.
But what if your suppliers are not around the corner from you?
 Supermarkets are a significant part of the philosophy of the TPS. But how valid were Ohno’s observations about supermarkets?
Supermarkets are a significant part of the philosophy of the TPS. But how valid were Ohno’s observations about supermarkets?
Toyota’s Vision of Supermarkets
“A supermarket is where a customer can get 1) what is needed, 2) at the time needed, 3) in the amount needed. Sometimes, of course, a customer may buy more than he or she needs. In principle, however, the supermarket is a place where we buy according to need. Supermarket operators, therefore, must make certain that customers can buy what they need at any time.”
It isn’t easy to see why any of this is true. Allow me to elaborate as to why I think this.
A supermarket is a logical layout for enabling the retail purchase of food. However, it is not distinct from any other retail store. Food items are organized by category and are made easy to find. The consumer can purchase as much or as little as they like. The Japanese seemed very impressed with the selection offered in US supermarkets, particularly in the postwar period when we profoundly influenced Japan.
In the book, Ohno relays how much more efficient a supermarket is than the older Japanese system, where people with food to sell would go door to door. Indeed, there is little arguing with that. But it does not follow that US supermarkets are some unique retail space, as Ohno suggests.
Secondly, US supermarkets, with their massive selection and usually weekly visits from consumers, seem to argue against Ohno’s points that he intends to make by pointing to supermarkets.
Supermarkets Before and After the Introduction of Refrigeration
Before refrigeration and large-format food retailers like supermarkets, food store visits were much more frequent.
Wikipedia has the following exciting quotation about supermarkets.
“Shopping for groceries also often involved trips to multiple specialty shops, such as a greengrocer, butcher, bakery, fishmonger and dry goods store, in addition to a general store, while milk was delivered by a milkman.”
Often people would go shopping for food every day or every few days. The stores were within walking distance in many cases, and this means that the stores were smaller and had a much lower selection. And this was, of course, before the broad ownership of automobiles. The supermarket is interlinked with the rise of automobile ownership, with the two rising simultaneously in the US.
- Europe, which is less automobile-centric and less suburban than the US, has smaller supermarkets and more specialized groceries that you walk to. And this, of course, makes perfect sense. The supermarket exists within the context of technology users around it.
- Before long-haul trucking, air transport, transportation refrigeration (in all transport modes), the selection any food retailer could offer was much smaller than it is today (which a much smaller carbon footprint as well). With these advancements, people in the US moved to shop in much larger food stores (hence the name “supermarket market,” as in more substantial and more full-featured than a typical “market” or a grocery store).
Supermarkets as a Move Away from JIT in Food Purchasing
The rise of the US supermarket (which was adopted globally) was a move away from “JIT/Lean” purchasing of food. There is no way of denying this. Before supermarkets, US consumers used to keep less “inventory” of food in their homes and frequently purchased food. With changes in the technological backdrop (refrigeration, automobiles, long-distance transportation, more extensive food selection), US consumers moved to less “reordering” and more “food inventory” kept in the home. And guess what, no one is going back to where you had to go to the market every day or two days to buy what you will eat.
I can’t count the number of times I have heard about the importance of using the supermarket principle in inventory management. But if you go back to the most original document on the topic (this book), it does not appear to hold up.
Ohno was saying that a consumer could buy as much or as little as they liked.
Let us review the portion of this quote.
“A supermarket is where a customer can get 1) what is needed, 2) at the time needed, 3) in the amount needed. Sometimes, of course, a customer may buy more than he or she needs. In principle, however, the supermarket is a place where we buy according to need.”
That is not how the supermarket is used by the vast majority of those that use them. People typically buy what they think they can use in the foreseeable future, combined with considering how long a perishable lasts. And this is with perishable items!
What is Shopping Frequency?
In the US, at least, the population has spoken. Not only do we prefer carrying inventory (of food), but while we have many gas station food retailers where people purchase very little, we have a massively popular store called Costco for bulk purchases. Many US food shoppers augment their supermarket shopping with Costco. Costco has 90 million members in the US! And that is no cheap statistic; you must pay at least $55 annually to maintain your Costco membership.
“Costco was the first company to grow from zero to $3 billion in sales in under six years.” – Wikipedia
In the US, at least, JIT and Lean principles are not being followed for home food purchases.
Quite the opposite, in fact — forecasting and refrigeration rules the day.
Stable Production Schedules and Flexible Manufacturing?
One of JIT/Lean consultants’ standard proposals is that TPS is an example of flexible manufacturing.
This quote from Ohno illustrates this concept.
“Toyota naturally makes production schedules — like other companies. Just because we produce just in time in response to market needs, that is, incoming orders from the Toyota Automobile Sales Companies does not mean we can operate without planning. First, the Toyota Motor Company has an annual plan. This means the rough number of cars — for instance 2 million — to be produced and sold during the current year. Next, there is a monthly production schedule. For example, the type of quantities of cars to be made in March are announced internally early on, and in February, a more detailed scheduled is “set.” Both schedules are sent to the outside cooperating firms as they are developed. Based on these plans, the daily production schedule is established in detail and includes production leveling.”
JIT/Lean proponents and sales have often proposed that manufacturing has to be more flexible.
- Sales want flexible manufacturing so they can sell more items.
- JIT/Lean proposes flexible manufacturing because it is in line with its orientation to keep less inventory.
Hiding The True Impact of Increased Changeovers
None of these proponents of flexible manufacturing like to admit that increasing changeovers reduces quality and increases manufacturing cost — as well as lowering output. But Toyota maintained a stable production schedule during the time these books were written. Many proponents of flexible manufacturing like to make last-minute changes to the forecast, which causes the schedule to change.
The TPS does not endorse this.
As you can see, a primary feature of the system is communicating the stable production schedule to suppliers so that orders are unnecessary to generate from manufacturer to supplier. Suppliers bring in the material in conjunction with the published schedule. However, JIT/Lean consultants did not like that part, so they virtually wiped that part of the TPS away as it was not convenient.
The TPS flexibility comes not from changing the monthly production schedule but from planned changes in SKU production. This prevents the build-up of finished goods inventory. But Toyota would have paid the price for this as changeovers always take time and reduce output. Secondly, not overgeneralizing from TPS to their manufacturing environments is critical. Toyota worked only in discrete manufacturing. Discrete manufacturing is, by its nature, more flexible than the process industry (cheese, liquid, chemical) manufacturing or then repetitive manufacturing (lightbulbs). You can’t reasonably bring the TPS to manufacturing environments that have a different set of constraints.
Is the Excess Inventory the Greatest Waste?
“The greatest waste of all is excess inventory. If there is too much inventory for the plant to store, we must build a warehouse, hire workers to carry the goods to this warehouse, and probably buy a carrying cart for each worker. Once stored in the warehouse, the goods must be inventoried regularly. This requires additional workers. When the situation reaches a certain level, some consider buying computers for inventory control.”
US manufacturers already have warehouses for inventory and inventory control systems. So, regarding not having those things, that ship has sailed.
Ohno leaves out and later JIT/Lean consultants who often overapplied the TPS to grab consulting contracts. Toyota mostly had its suppliers maintain their inventory for them. So, the inventory was carried, but it was not at Toyota. Secondly, at this time, Toyota often used suppliers near the plant. This is less applicable in other countries and less applicable when suppliers are usually close by and in other countries.
Again, the TPS describes a particular situation and set of assumptions that Toyota worked under that don’t necessarily extend to all other manufacturing companies.
Ohno’s Overgeneralizations
In fact, after reading this book, it is clear that one of its major weaknesses is Ohno’s tendency to overgeneralize.
- Ohno does a poor job explaining that many things Toyota did may have been specific to the manufacturing environment, how Japanese suppliers operated, and where they were located.
- He also leaves out critical caveats that might have mitigated the tendency of people who read his work to think that its observations and techniques could be universally applied.
In previous articles, I stated that JIT/Lean consultants were to blame for overgeneralizing the TPS. I still stand by that statement. But after reading this book, I realized that the blame also lies with Ohno.
Keeping Excess Capacity
“Next is the problem of reducing lot sizes. When a general purpose machine such as a die press, has excess capacity, it is an advantage to reduce lot size as much as possible, aside from the separate problem of shortening setup time. If the machine still has the excess capacity, it is better to continue reducing setup time to utilize it.”
Ohno has a section in the book where he proposes keeping excess machine capacity. I think that is correct. Excess machine capacity provides flexibility, enables more consistent maintenance, etc.. Although two things seem odd about this.
- Commenters on this article can feel free to tell me if I am missing something. Still, I don’t recall JIT/Lean proponents spending much time discussing the importance of excess manufacturing capacity. But how can one propose such low inventory policies without having excess production capacity? How can you take out the inventory flexibility but not augment it with flexibility on the manufacturing side?
- It is curious that Ohno promotes excess machine capacity but focuses on having no excess inventory. Excess machine capacity and excess inventory “or just inventory,” allow the manufacturing process to run efficiently.
Magic TPS?
“I frequently say management should be done not be arithmetic but by ninjutsu the art of invisibility. My meaning follows. Other countries these days use the word “magic” in expressions like “management magic” or “management magician.” In Japan, however, ninjutsu is more suitable for management.”
This, in a way, explains many conversations I have had with JIT/Lean proponents.
When they tell me that inventories must be reduced and I say “why” because the inventory formulas will calculate the inventory to be carried, they often respond with the concept that the math of inventory management cannot be trusted. This quotation seems to endorse not using the pure mathematics of inventory management.
Conclusion
I did not dislike the book, but I don’t think its place in the lore of JIT/Lean is justified.
The following weaknesses mar the book.
- Over Generalization: It overgeneralizes Toyota’s situation and assumptions of all manufacturing. However, many manufacturing environments cannot realistically have TPS applied to them.
- Variance in Advice?: It offers advice that could be interpreted in different ways. But something was lost in how it was explained. JIT/Lean consultants tend to bring across the TPS as cut and dried and highly prescriptive. But that is not what I took away while reading the book.
- Lack of Evidence: Many proposals don’t have evidence to support them. Inventory adds value. Secondly, inventory is not expensive to maintain, so Ohno appears to overemphasize its importance and provides no math to support his emphasis on inventory. The book is quite extreme in its contentions but does not bring corresponding evidence to support these severe contentions.
Overall, the Japanese culture is left out of the TPS, which is not necessarily transferable to other cultures.
JIT/Lean consultants have often proposed that JIT/Lean techniques held the secret to Toyota’s and, more broadly, Japan’s manufacturing success. However, what if that is not true?
We are decades after all the automobile manufacturers in the US and Europe have been exposed to the TPS. Yet, US and European automobile manufacturers cannot match Toyota’s quality level.
Here are the top 10 most reliable cars, according to Consumer Reports:
- Kia Niro
- Subaru BRQ/Toyota 86
- Lexus ES (made by Toyota)
- Lexus GS (made by Toyota)
- Audi Q3
- Toyota RAV4
- Lexus IS (made by Toyota)
- Toyota Pris V
- Toyota Prius C
- Infinity
Toyota still has seven of the top ten spots! This brings up some natural questions.
- Taiichi Ohno’s book has been published in English for nearly 30 years.
- Why aren’t Ford GM, or Mercedes on this list by now?
- What have JIT/Lean consultants been doing for three decades?
- These manufacturing companies (most likely) had some JIT/Lean project to “catch Toyota,” but no one has.
What are the problems with this?
- Well, JIT/Lean consultants and proponents, in effect, promised that those that engaged in using TPS/JIT/Lean techniques would see the benefits of Toyota’s quality level. So, since these promises were made, it seems reasonable to ask if this happened.
- Now a TPS/JIT/Lean proponent may say that the quality levels did rise due to TPS, but just not to Toyota’s level. My answer would be, “How would we know.” It should be understood that quite a few others have questioned the benefits of applying these methods.
Issues with Globalizing the TPS
A reason is explained in the following quotation from the Master’s Thesis by Andrew Mandel.
“Once Japan began to overtake the United States, many firms attempted to adopt Japanese quality control techniques, to varying degrees of success. Culture was the most commonly cited reason for the failure of Japanese quality control in America; firms who struggled with its implementation would often give up, claiming that the work environment in America was too culturally different for these Japanese techniques to work. However, some businesses were able to make these methods work quite well for them, which would indicate that culture was not the determining factor in this situation. This has led to an argument about whether or not culture is the determining factor in the success of Japanese quality control techniques in American businesses.”
Perhaps Toyota’s quality and prowess in manufacturing are not merely a function of its documented techniques and its focus on low inventories.
Perhaps it has to do with the Japanese culture itself.
It may surprise many readers that Japan has a history of making high-quality artistic items going back to at least the colonial period, with Japanese items being considered a luxury and desired among the monied classes throughout Europe.
Extraneous Factors
Or perhaps some things improve Japanese quality, which is not brought to light by JIT/Lean. For example, Mandel pointed out that Japanese manufacturers have a much longer relationship with their workers. This invests workers in the quality of the manufacturing output. But what if that story is not appealing to manufacturing executives? What if they find the TPS explanation (a series of easily copyable methods) rather than change how they train their manufacturing workers and align their incentives with the company? If they select the explanation that they find most appealing rather than the reason that is most responsible for the difference?
The point is that many reasons exist for Toyota’s exceptional quality. The items expressed in Taiichi Ohno’s books do not explain these reasons anywhere near a complete fashion.
References
https://en.wikipedia.org/wiki/Supermarket
https://time.com/4480303/supermarkets-history/
https://www.consumerreports.org/car-reliability/10-most-reliable-cars/
https://bir.brandeis.edu/bitstream/handle/10192/92/Mandel%20Thesis%202012.pdf?sequence=3
https://www.washingtonpost.com/news/wonk/wp/2012/09/04/was-the-decline-of-american-unions-inevitable-ask-canada/?utm_term=.1547d4c1c3b9
https://en.wikipedia.org/wiki/Costco