Is it True that MRP is a Poor Fit for ETO and Project Based Production Scheduling?
Executive Summary
- Waterloo Manufacturing Software states that MRP is poorly suited for ETO and project-based production scheduling.
- We evaluate this claim.
Introduction
The first thing to know is that when searching for the material on ETO production scheduling or project-based production scheduling, the material I found on ETO or project-based production planning was very shallow. Consulting firms commonly create articles to get inbound sales that don’t provide much information on topics but fill search results with low-content articles written by authors who often work in the marketing department of these companies. The following is an excellent example of this.
This is where I have seen most organizations falter, not taking into consideration that an integrated supply chain in an ETO world must consider all constraints and integration points within their business, including both engineering and manufacturing resources and deliverables. Those that fail to take this into account will soon find they are working in a siloed environment with little to no accountability, longer than anticipated lead times for internal and external customers, and a culture that thrives on blame and highly reactive behaviors. – Reveal
This is the boilerplate declaration of a problem — and by replacing some words, this same paragraph could be used for any software topic.
Having worked with many of the large firms on Project System implementations, it is apparent that they leverage their Production Planning (PP) expertise to force a solution that does not account for the complexities of an ETO environment. Although the optimal solution is strong integration between Project System and Production Planning modules within SAP, being forced into the typically proposed solutions I have encountered are by no means optimal and negates the ability to utilize SAP to its fullest potential. – Reveal
What production planning modules are these? This author, named Sean Stokke, is proposing SAP. Reveal — implements SAP. So the only thing Sean will be talking about is SAP, not because it is the correct solution, but because that is how Reveal makes its money.
Production planning in S/4HANA using its base or traditional functionality is limited to MRP. It is weak, and SAP’s production planning, and detailed scheduling application (PP/DS) is one of the worst applications in that software category. For years SAP has talked about how PP/DS was being ported to S/4HANA; however, I now barely hear about new PP/DS implementations.
Yet, because Reveal has to maintain its relationship with SAP — you will only hear about SAP solutions from Reveal — because a.) that is all they know and b.) they have to maintain their relationship with SAP — and SAP does not tolerate consulting firms that go rogue and recommend non SAP solutions. All consulting firms aligned with vendors are obligated and, due to their restricted skill and knowledge base, only know how to recommend solutions for which they consult.
Reveal’s solution focuses on the strong integration between Project System and Production Planning, which gives our clients the ability to meld project and production planning, capacity planning and leveling, and material requirements planning within the appropriate modules. This integration allows SAP to do the heavy lifting, further enabling the client to truly focus on exceptions. – Reveal
Really? In SAP?
This is an inferior solution that Reveal is recommending. I have worked in SAP since the late 1990s and heavily in the planning space, and I would never recommend what Reveal is recommending here — but Brightwork Research & Analysis is independent — Reveal is not.
As for doing the “heavy lifting,” — SAP’s functionality cannot do the heavy lifting.
Make no mistake, succeeding in an ETO-driven industry requires discipline, accountability, and often times a change in business behaviors. Reveal’s methodology provides our clients with not only the agility required to thrive in a highly competitive and uncertain ETO environment but also a roadmap to utilize SAP’s other solutions tailored to the ETO industry; Commercial Project Management (CPM) and Project Portfolio Planning (PPM). – Reveal
You know what might help as the issue is challenging: not working backward from financial bias to a solution based on better quality software and choosing a solution that is not 100% wrapped around consulting billing hours. This is why I have never seen a consulting firm that can be trusted to provide independent advice. I cover this in part in the article Unbiased Advice from SAP Consulting Firms?
As for CPM and PPM. These solutions have close to no customers — but Reveal presents them without this context. Reveal presents them as if they are commonly used applications.
This article receives a 2.5 out of 10 on the Brightwork Accuracy Scale. Overall, Reveal’s website is not a reliable source for anything but information that comes from SAP’s marketing department. Of all the articles I evaluate, the accuracy of consulting firms is consistently around 3.
Finding A Good Article
Many of the articles I found were worse than this article. At least this article addressed the topic, although 562 words are not enough to cover this topic.
Waterloo’s Article on ETO and Project-Based Production Scheduling
One of the best articles I could find on the topic was this one from Waterloo Manufacturing Software.
“In engineer-to-order environments, managers and schedulers must give customers realistic estimates on when their designs, test results, and final product will be available. This visibility requires insight into the entire process, including both engineering and production. Where can you get this kind of visibility? In ETO environments, this paper discusses advantages, disadvantages, and overall fit.. – Waterloo Manufacturing Software
This intro is a bit boilerplate, but I deem this as ok, as the author, Charles Murgiano gets into specifics right after this intro.
..the ETO process often results in late deliveries and unhappy customers. Software that coordinates the schedules of both the engineering and manufacturing functions would do much to remedy this problem. Until recently, no such software existed. – Waterloo Manufacturing Software
In the Reveal article, Murgiano proposed that SAP has this solution — however they don’t. They have a project solution and a production planning and scheduling solution, but they aren’t particularly integrated, and in many areas, they are the worst in class. In performing research into this, I could not find many applications.
So I agree with Waterloo’s statement here.
ETO customers are often large industrial companies that need machinery, tooling or instrumentation designed to fill specific, demanding roles in their businesses. ETO manufacturers usually provide complex assemblies to satisfy the functional demands of these applications. These assemblies often contain multiple major components, engineered and fabricated directly by the ETO manufacturer. Large customers, demanding applications and complex products make for a challenging engineering and manufacturing environment. Unique designs force many tasks to be done for the first time, compounding the challenges. In this environment it is easy for assignments in both engineering and manufacturing to take longer than necessary. These delays can throw the best plans into disarray. – Waterloo Manufacturing Software
This is good context. We are not yet at the core issue and point of the article, and this is more background. I am not including all of the text of this article, as I see some of it as unnecessary.
This next section is the core of Murgiano’s point.
Unfortunately, software limitations have led the manufacturing and engineering functions to pursue different paths. Often manufacturing departments have turned to MRP for help. Frequently engineering departments have relied on project management software.
Both MRP and project management software have their own limitations. When an ETO manufacturer tries to use both approaches, coordination can suffer terribly. This paper discusses a better way.
This is the point I have been discussing. These applications are not integrated into one another in a process sense. Let us take the example of SAP. SAP has a module called Project Systems. They also have two production planning and scheduling solutions, with one — base MRP as the far most common, with PP/DS systems generally in a state of disrepair and only functioning as expensive manual Gantt charts. However, what is the process integration between these systems? I don’t see any.
On The Topic of MRP
Popularized in the 1960’s, MRP software has been helping manufacturers manage their production facilities for years. At the core of MRP is the bill of material (BOM) and the backward scheduling of bill of material items, offsetting by their lead times.
At first glance, it appears that MRP holds some promise.
1. First, when MRP issues one aggregated requirement for item D, it reduces paper work. A single aggregated requirement for item D ensures that the shop floor will setup and run item D in an appropriate quantity, eliminating potentially wasteful extra set ups.
2. Second, the explicit identification of all of the items in the BOM allows MRP to do a good job of tracking and controlling inventory for both of the assemblies and their components.
3. Third, the BOM gives ETO manufacturers a way to define their product structures. Each component in the ETO assembly is an item in the BOM. When MRP receives a requirement for the final assembly, it assigns and schedules an order for each item in the BOM. – Waterloo Manufacturing Software
Now this explanation has been set, and this next part is critical.
No Real Benefit of MRP to ETO?
However, while conceptually appealing, MRP does not provide real benefit in ETO environments. ETO companies usually design and manufacture major components to individual customer orders. – Waterloo Manufacturing Software
ETO manufacturing environments do not place input orders (production and procurement) before they receive the sales order.
However, a distinction is necessary here because the customer still wants to track the project after receiving the sales order. This is not as much planning as monitoring, and planning happens before the sales order, and monitoring occurs after the sales order.
Since each component is unique, ETO companies reap no benefit from the aggregation. Also, ETO companies would never stock inventory of these major components, so monitoring inventory is not a big issue. Most importantly, use of the BOM and MRP’s infinite backward schedule obscure visibility. Manufacturers cannot see the impact of any one component on the final delivery date, crucial in ETO situations. – Waterloo Manufacturing Software
I am not sure I understand this. I am not proposing it’s false; I don’t know if it is accurate.
Infinite Capacity
MRP’s backward schedule assumes that there is enough capacity available to complete the orders within their lead times. – Waterloo Manufacturing Software
This is ordinarily true; however, all these applications have now added finite scheduling to MRP engines. So, in that case, this is not true.
Clearly this is not always the case. If there is insufficient capacity or a shop floor problem, MRP cannot predict item D will be late. It does not know that item D is late until its due date is past. Furthermore, unless MRP is rerun, it does not recognize that lateness in item D will affect the delivery of items A and B. Even if MRP is rerun, and an imbalance between supply and demand highlighted, it is unclear exactly how late items A and B will be. The more levels there are in the BOM, the harder it is to predict the impact of any one component on delivery. – Waterloo Manufacturing Software
Under standard MRP, this is all true.
I want to bypass the finite infinite issue for a moment to cover the question of whether planning is unnecessary in an ETO environment — and it definitively is still essential. However, the author’s point is that it is not necessary regarding to place production and procurement orders prior to the sales order. That part is true — but it’s only part of the purpose of planning. For example, available to promise is, after all, dependent upon planning. It is essential for the delivery date. But costs must be captured on the project side, and the project must be monitored and adjusted, which still leverages project and scheduling.
- When a company proposes to a customer, it must still know how long it will take — or the total lead time — even if the sales order comes before the production and procurement orders are created.
- This includes knowing the capacities, which is part of the total lead time.
On The Topic of Project Management Software
Project management software was developed in the 1950s and initially used to schedule the development of large weapons systems for the Department of Defense. These weapons systems typically had huge, high-value engineering and small manufacturing contents. Given this history, it is not hard to realize that project management software is deficient at ETO companies where engineering and manufacturing are more equal in importance. – Waterloo Manufacturing Software
This is excellent background. I was not aware of the origin of this software category, and this paragraph is very well written. I think I can translate this paragraph into the fact that project applications did not get much into the production schedule because, as the paragraph states, the engineering content was higher than manufacturing. Since then, project applications have been broadened to address any project. For example, applications like MS projects are used to manage IT projects with no manufacturing component.
Scheduling Finite Resources?
Project management software allows users to input and schedule finite resources. However, its approach best fits the modeling of resources like the labor required for completing an engineering task. – Waterloo Manufacturing Software
Really? That functionality is quite limited in the vast majority of project applications. I have an example of a good quality project application below called Product Manager.
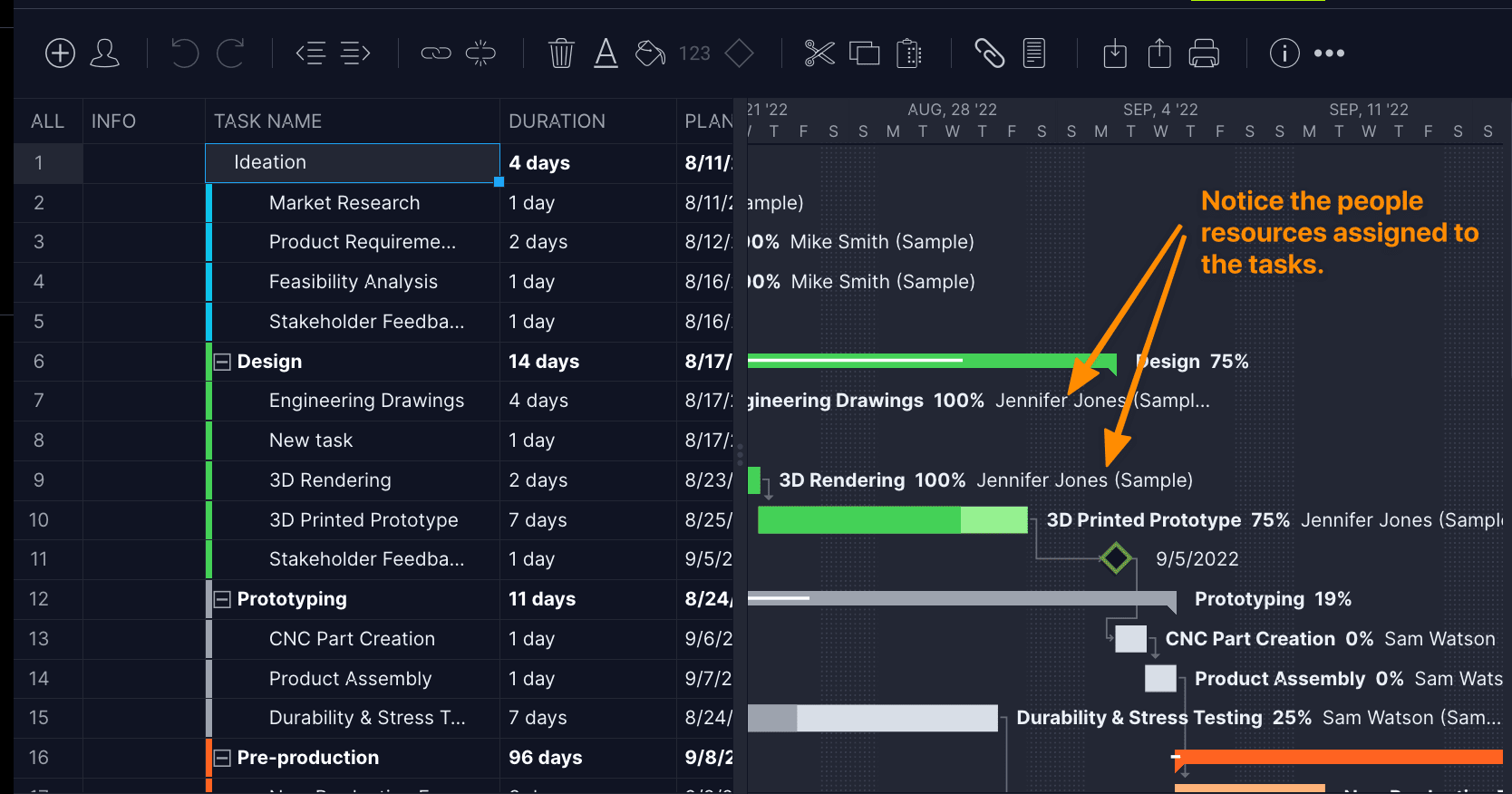
Programs like Project Manager and others allow for the scheduling of human resources, but I don’t see machines being able to be scheduled.
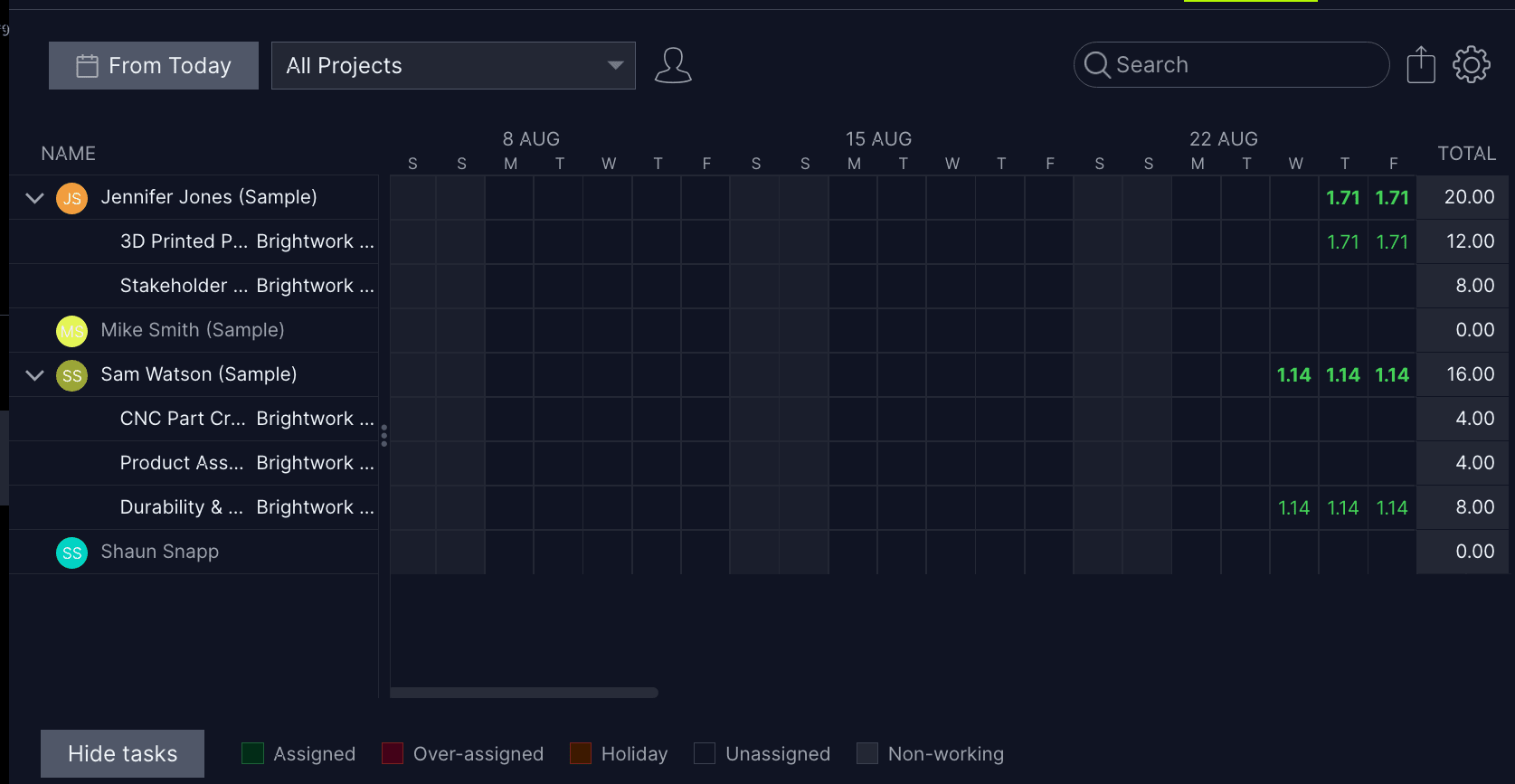
Observe in this view that this project application focuses on humans, not machines.
In typical manufacturing environments, there is a need not only to model labor, but also to model machines, tooling, and material as well. Manufacturers need the greatest control over machines and tooling, since these items give them the highest return on investment and consume most of their capital costs. Manufacturers need software that shows them graphical views of how they scheduled individual machines and tools. They need software that can pick from multiple similar pieces of equipment that can do the same task. This choice of machines should consider machines that run at different rates and setup penalties based on what is previously running on the machine. The software should also pick downstream machines based on the machines picked in previous operations.
Project management software typically has none of these capabilities. Project management software’s approach to scheduling multiple projects competing for the same resource is usually too simplistic to be of much value in a manufacturing environment. Typically, project management software schedules all projects forward, assuming infinite capacity. The scheduler then has two options. – Waterloo Manufacturing Software
Exactly.
How to Address This Shortcoming
1. First, he or she can look at resource profiles and manually adjust operations on overloaded resources. This option provides little advantage over MRP’s capacity requirements planning and in large factories can require prohibitive amounts of intervention.
2. Second, the scheduler can invoke an automatic “leveling” algorithm. This leveling algorithm shifts certain projects out in time to correct for overloads. Project management leveling algorithms typically are very simplistic. They do not group like work to reduce set ups or consider other manufacturing issues that affect the sequence in which operations should be run.
Project management software’s features are inadequate when projects require the manufacture of more than one piece. After the initial design work is done, this is often the case in ETO environments. Project management software typically does not handle standards expressed in time per piece or pieces per hour, per unit conversions, operation overlaps based on pieces complete, and production reported in pieces. – Waterloo Manufacturing Software
This goes back to Murgiano’s earlier comment about how project software was developed out of the US defense complex. So imagine creating a project for an aircraft carrier or an airplane. There might be five airplanes in the contract, but each airplane would be its project. ETO often has more than a single item or few items.
This exact point is found in the following quote.
In any kind of scheduling environment the ability to obtain and manipulate data is important. Project management software was designed to handle relatively few projects, each with potentially many operations. However, in an ETO environment, there are usually many orders, each with relatively few operations. Less than 100 operations is the norm. The mechanisms in project management software available for manipulating data structured in this manner can be limiting. – Waterloo Manufacturing Software
The Solution Recommended by Waterloo
Now we get to what Murgiano recommends.
A New Approach
Advanced finite capacity planning and scheduling (APS) software lets ETO companies effectively schedule both engineering and manufacturing. Like project management software, it replaces MRP’s BOM and allows users to schedule forward in time. – Waterloo Manufacturing Software
I don’t see how using APS systems replaces BOMs. APS systems use BOMs. Waterloo must mean that the BOM is replaced in their system called TACTIC.
Unlike project management software, APS contains features for scheduling the complexities of both engineering and manufacturing. – Waterloo Manufacturing Software
Again — normal APS software does not address engineering — so this appears to be TACTIC that Waterloo is discussing here.
Replacing the BOM with the BOO
Instead of MRP’s BOM, APS uses a bill of operations (BOO) to model the product structure. A BOO represents all the steps in the design and manufacture of an ETO item as a single order. This allows the software to easily show how lateness in one operation affects other components. For the single order to represent the ETO design and manufacturing process, it is crucial that the software used have the following modeling features:
The ability to define multiple previous operations for an operation. This delays assembly until sufficient quantities of different components are completed.
The ability to do per unit conversions on an operation. This feature, not typically available in project management software, models relationships other than one to one for components and assemblies. – Waterloo Manufacturing Software
There are few definitions of BOO that I was able to find through web searching. One problem is that the BOO is also use to described architectural documents, so the search results can be false positives.
I found this definition at SAP.
The bill of operations (BoO) provides you with a multifunctional and reusable concept for defining and planning manufacturing processes. It enables you to define how to manufacture an intermediate part or finished product. It is integrated with the production model and contains all the operations, actions, steps, and resources you need to define manufacturing processes.
The basic element type is the operation. An operation groups all the activities to be carried out consecutively on the same main resource and without interruption by another operation.
When creating a bill of operations, you must determine the site at which the bill of operations can be used. This ensures that you can only assign resources to the bill of operations that are located at the corresponding site.
You also have the option of specifying an organizational unit to limit the number of users that are authorized to process the bill of operations. However, you can also choose to work without an organizational unit leaving this information blank in the bill of operations details. In this case, when you access the bill of operations, the system only checks that you have authorization for processing the planning and production master data. – SAP
Curiously the definition is under the ByDesign area of SAP. ByDesign is an ERP system for the SMB market.
You can read the full definition at the link above. Let us get back to the Waterloo article.
The ability to overlap operations. This is important when manufacturing an ETO item in a quantity greater than one. It allows subsequent operations to start before previous operations are totally completed. Although project management software contains overlap features, it is usually not based on pieces.
The ability to specify the duration of an operation as either a fixed time or as a time per unit. This feature effectively models manufacturing, design and material operations. Project management software does not typically have time per unit capability
The ability to specify multiple operation constraints or capacity limits (e.g., machines, manpower, tools, material, etc.) to effectively model the complexity of the limited manufacturing, material, and design capacity. MRP software typically doesn’t consider finite capacity while project management software usually only considers manpower.– Waterloo Manufacturing Software
This same limitation — of manpower — also applies to nearly all project applications.
For ETO manufacturers, therefore, use of a BOO instead of MRP’s BOM can do much to simplify the modeling of the product structure. This simplification will result in significant decreases in the manpower and computer time required to maintain the system and it will also provide a considerable cost savings. However, simply using a BOO will not provide ETO companies the capability they need to coordinate engineering and manufacturing and improve delivery. ETO companies need the scheduling power of advanced planning and scheduling software (APS). – Waterloo Manufacturing Software
This is the first I have ever heard of a BOO. But the concept is intriguing.
APS software provides realistic estimates into when particular customer orders will be complete both in engineering and in manufacturing. To generate these realistic estimates, APS schedules forward in time, while considering the operation’s material, machine, tooling, and manpower resources. MRP does not schedule forward and project management software does not model resources well, other than labor. – Waterloo Manufacturing Software
I agree with this. MRP is not for production scheduling. MRP is for supply planning.
Unlike either MRP or project management software, APS software helps properly sequence operations in manufacturing. It allows schedulers to trade off grouping like work together to minimize set up and improve efficiency, versus increasing inventory and potentially missing delivery dates. Advanced finite capacity planning and scheduling software is the best software tool available for scheduling in an ETO environment. Unlike MRP, APS software can finitely forward schedule the entire design and manufacturing process using a single order. Unlike project management software, APS software provides a full range of modeling and scheduling features that apply to both manufacturing and engineering. APS software provides high levels of coordination often lacking at ETO companies and helps those companies generate schedules that lower cost and improve delivery. – Waterloo Manufacturing Software
Conclusion
The Waterloo article was eye-opening. I found it to describe the issues accurately and present an alternative — which is one of Waterloo’s solutions. I could not find anything inaccurate in the article.
This article receives a 9.5 out of 10 on the Brightwork Accuracy Scale.
There are only a few minor areas that could be improved.
- Standard MRP is infinite. However, more and more MRP applications have finite planning. I have not tested these applications.
- The article refers to APS systems not using BOMs but using BOOs. I think Murgiano is comingling the Waterloo APS with other APSs in the market.
Currently, the only real solution I have seen recommended is integrating the project with the production scheduling system. This involves a bit of a complicated integration between a project system and a production scheduling system. So far, I have not seen an application that is both a project system and deep in production scheduling. However, Waterloo proposes that the existing approach — where the BOM is used, does not allow for effective process integration between these systems.