How to Understand Resources in SAP APO
Executive Summary
- Resources are how capacity is managed in SAP APO.
- Different resources are used per APO module, while mixed resources can be used for either SNP or PP/DS.
- We cover front loading as a requirement that is backward versus forward scheduling.
 Introduction to Resources
Introduction to Resources
There are multiple resources in SAP APO. These are designed to help companies manage capacities in the supply network. This article will learn what the different resource types do and how they can be configured.
Our References for This Article
If you want to see our references for this article and other related Brightwork articles, see this link.
Notice of Lack of Financial Bias: We have no financial ties to SAP or any other entity mentioned in this article.
Understanding Resource Types
A production resource is one type of resource. However, there are several different types, all of which enable constraint-based planning. Resources are interesting. They are an approximation of a work center in ECC. However, if you decide to let SCM do the planning, it is unnecessary to maintain ECC work centers. Therefore, you perform your constraining in SCM. This is what resources (and work centers) are. They constrain the capacity of the system. The supply chain system is limited in real life, of course; however, adding the resource to the mix allows you to model those real constraints. To find out more about constraints — the concept that underpins resources, see this article.
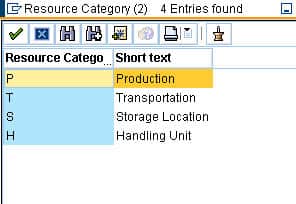
Constraints have some inherent problems, one of the biggest being that it really moves much more quickly than computer constraints can be updated to reflect reality. Therefore, constraint-based modeling will never be perfect, but it is better than not constraining—resources in SAP APO. However, resources can be set up for storage, handling units, and transportation as well. Resource types are described in this article.
Different Resources for Different Modules
Various resources apply to various modules, although multiple modules use some. For instance, PP/DS and SNP share some resources. To read how different resources apply to which modules, see this article.
Multi-Mixed Resource
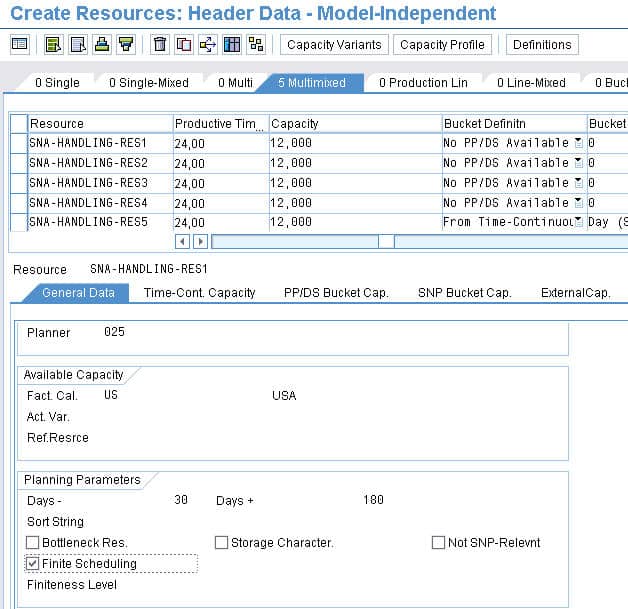
Resources are complex and have a lot of setup in them. Below we have configured a multi-mixed resource for handling. We have created five different resources that go to 5 different locations. Notice towards the bottom. This is one of the most important fields to check. “Finite Scheduling” calls the resource to use the limits entered to restrict the resource’s utilization to what is available.
SAP Easy Access –> APO –> Master Data –> Resource –> Resource (aka /n/sapapo/res01)
Here is a production resource.

Here are a series of handling resources.
 Bucket Resources
Bucket Resources
Most of the resources are setup related to a time component—however, the bucket resource constraints quantity. Therefore, a resource could say process 100 packages in a day. It is a different way of modeling.
Resource Downtime
Here, you can see we have selected the Downtime tab, and we have created scheduled maintenance (which applies only for the resource I have selected when I create the downtime.). During this time, no load can be placed on the resource.
One major issue with this transaction (and we noted it in the post on Transportation Resources) is it can’t find a resource we just created to edit it. However, once we go to Locations (/SAPAPO/LOC3), we can add the resource to the location. 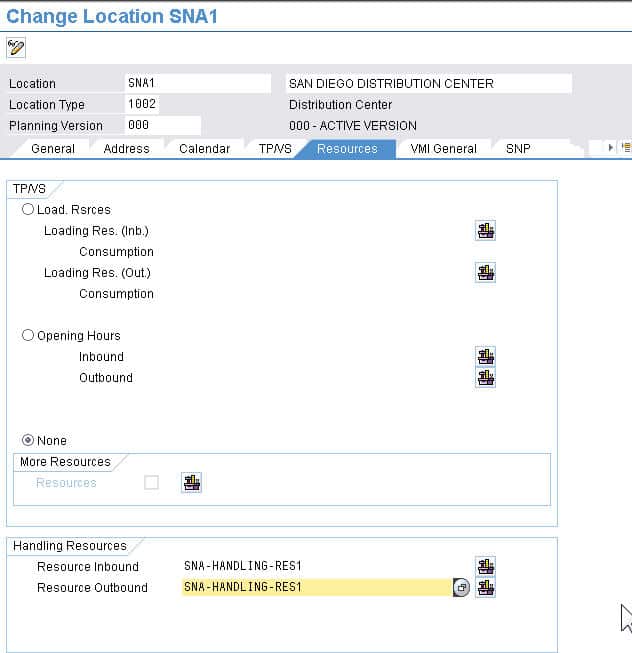 Managing Resource Complexity
Managing Resource Complexity
What helps take control of resource complexity is two things. One is resource types, which are the tabs in the screenshot above. The second is resource capacity variants, which allow the creation of saved variants or versions of configured variants. This way, once a resource variant has been set and the agreed-upon way for the company to manage a resource, it can be used as a template to create future resources.
To read more about capacity variants, see this article.
How Different are Bottleneck and Finite Resources in SNP and PP/DS?
SCM has a great variety of resources that can be used to constrain the supply chain and result in a feasible plan. However, the constraint options change depending upon the resource type. In this screenshot below, we have a Production Line resource that is used for PP/DS.

Bottleneck and Finite Resources
This resource can be declared as finite simply by selecting the Finite Scheduling checkbox. Checking a resource as a Bottleneck tells the system that the resource in question is the maximum capacity or throughput of the entire process (that is, the sequence of all operations) for a product. In PP/DS and production planning, generally, the operations are within a single facility. In SNP and supply planning, the operations’ sequence is transportation lanes between facilities, combined with any operations that are performed within the facility (pick, pack, etc.) They are not in a sequence the way that a discrete manufacturing production line is. This is an important distinction between production planning and supply planning resources, but there are also others.
This article gets into detail on this topic. It is very rarely discussed but extremely important to understand why production resources are used in supply planning applications far more than any supply planning resources.
What is Necessary to Perform Effective Finite Planning
First, it is only necessary to constrain a single resource among a series of predecessor and successor resources. However, companies may constrain as many resources along the production line as they see fit. However, the processed resources earlier set the constraints for the resources that are processed down “the line.” This is also true for processed resources as part of later separate manufacturing processes for the semi-finished goods and components (assuming that this first production process is for producing the finished good).
Bottleneck Resources and the Resource Chain
However, not all resources in the resource chain need to be set to finite. That is because a single resource can be set as the bottleneck resource. In APO, the bottleneck resource functionality only applies to PP/DS. And the primary benefit of the functionality is that it allows you to use the optimizer to optimize specifically resources that are coded as “bottleneck.” So in APO, the functionality is really identification in nature.

This is on the optimization profile for PP/DS. The optimization works the same way as if the resource were selected as finite, and the resource was processed as a finite resource. Books and other materials cover bottleneck optimization in PP/DS as something distinct from normal finite optimization. But unless the “secret sauce” is the selection “Campaign Creation,” it’s difficult to see how this is the case.
Certainly, all resources can be set to finite (or constrained), but it takes more effort to do this and does not yield advantages because the max throughput is effectively set with a single bottleneck resource. However, whether or not a resource is set as infinite or finite must still have a time associated with it.
Critical Products
Products produced on bottleneck resources are called critical. There are two critical resource types generally:
- Those produced on a bottleneck resource
- Those with long lead times
The bottleneck setting for a resource is on the tab within the resource transaction. It is a simple dialog box.
Critical projects, such as products with long replenishment times or those with constraints, are produced at bottleneck resources, setting the resource to a bottleneck.
Front Loading Production Resources in SAP SNP
I recently came upon a repetitive manufacturing client that wanted to front-load its production resources during the network supply planning run. The requirement is for planned production orders not to necessarily be scheduled based upon the need date entirely, but instead for the SNP to bring a planned production order forward so that it is consuming capacity before the normally scheduled need date.
This requirement is very focused on production capacity utilization and is a strategy that means accepting higher inventory. This is necessary for manufacturing environments that require long production runs. Therefore, the strategy could be considered the opposite of “Lean.” In fact, when one thinks about it, Lean, the emphasis on inventory costs and inventory efficiency overproduction efficiency, is ubiquitous and quite accepted. However, an opposite strategy, one which emphasizes production efficiency, is rarely discussed. I suppose this could be called a “Fat” strategy, but for some reason, I don’t think this terminology will stick. Of course, such a strategy’s benefits would be determined by comparing the costs of missed orders and not using machinery versus the inventory costs.

The front-loading requirement is to utilize all resources year round more fully. This leads to higher inventory; however, typically, the expense of increasing production capacity to meet peak demand is far more expensive than keeping this inventory on hand for longer.
Who Would Use this Approach?
There could be several reasons for front loading. The alternative is to allow machinery and people (which, of course, depends upon how “flexible” the workforce is). Focusing on minimizing inventory has been very popular for decades now. However, mathematical analysis can tell you if it’s a good policy to front load and produce ahead of the needed date. This analysis includes the costs of machines being down versus the extra inventory carrying cost. Some companies must produce ahead of need because their demand is seasonal or has one or more bulges over the year. This means the alternatives to front loading are losing orders or increasing their machinery to match the high point of the bulge in demand, which is only desirable if the machinery is inexpensive. Secondly, producing in this way means growing and shrinking the labor pool, which is also undesirable.
Generally speaking, front loading can be a good fit for many environments but would be a perfect fit for a high capacity factory. And that is primarily focused on using all of its capacity to the maximum and was relatively insensitive to inventory costs, or which may have innovative ways of moving inventory that it does produce. A client could be in repetitive manufacturing that would be a good fit for front loading.
Definition of Repetitive Manufacturing
The definition of repetitive manufacturing below shows why.
“Repetitive manufacturing is a form of mass production that relies on producing high numbers of identical units in a continuous flow. This approach to manufacturing is suited to the manufacturing of products with a continuous and fairly steady demand, such as medical supplies, food products, and appliances. The company can keep up a continuous rate in confidence that there will be a market for products as they roll off the line. In special circumstances, manufacturing can be increased or decreased to adjust to changing market conditions, but in general, repetitive manufacturing is very fast and highly efficient. Dedicating a manufacturing line to the production of one product minimizes setup time and streamlines the process. Companies that produce compact discs, digital video discs, and similar products are a good example. The core of the manufacturing line stays the same and specifications are changed for different products as needed.” – WiseGeek.com
A major difference between repetitive and discrete manufacturing planning is when the receipts and issues are generated, as is described in this quote from SAP.
“PP/DS has its own special heuristic (SAP_PP_C001) which generates discrete / continual receipts for a repetitive environment. The receipts are scheduled so that the components are staged as late as possible without causing a shortage.” – SAP Help
How SNP Works with Resources
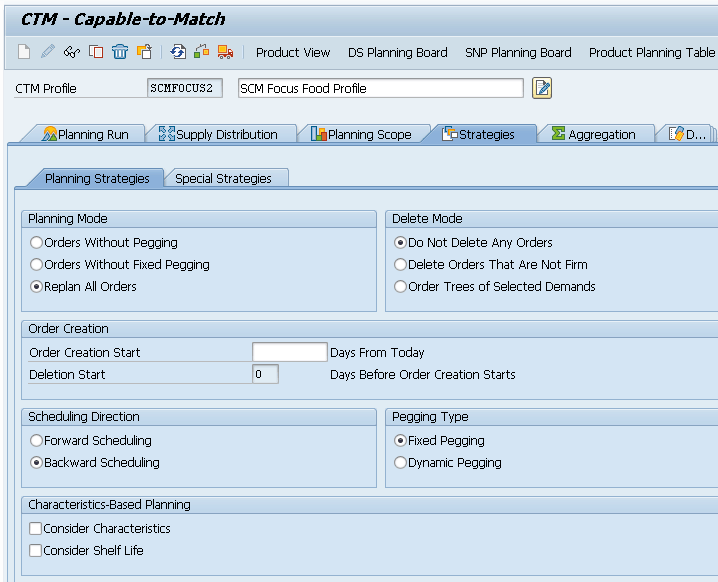
SNP works like any other supply planning system, regardless of whether the SNP heuristic, optimizer or CTM is used; it emphasizes the order need date. Therefore, getting it not to focus as much on the need date and to look more at capacity is not something it is ordinarily designed to do. I discussed using backward scheduling with my client, which is configured in the CTM Profile on the Planning Strategies sub-tab of the Strategies towards the bottom.
Can Scheduling Direction be Used for This Requirement?
The short answer is yes, depending upon the requirements. At a general level, this is, in fact, this is exactly what forward scheduling is designed to accomplish. Forward scheduling exists in all the supply planning methods in SNP and also exists in PP/DS.
Wikipedia has the following definition of how backward scheduling differs from forward scheduling and this, of course, generalizes outside of SAP.
- Forward scheduling is planning the tasks from the date resources available to determine the shipping date or the due date.
- Backward scheduling is planning the tasks from the due date or required-by date to determine the start date and/or any changes in the capacity required.
Forward Scheduling in the SNP Optimizer
Forward scheduling in the SNP optimizer is different in that there is no specific setting in CTM or the SNP capacity leveling heuristic. I explain this in my book on supply planning, which I have quoted below.
“However, they will most often not have a scheduling direction setting. Instead the scheduling direction is controlled by the costs that are setup in the optimizer, notably the storage costs. Storage costs make the model incur a cost for every day that a product is kept at a location. The inclusion of a storage costs therefore creates an incentive in the model to delay production until that production is required. Therefore the use of a storage cost promotes backward scheduling. If storage costs are set to zero, many optimizers will immediately switch to forward scheduling.”
- The minimum resource utilization penalty can be used to front load resources. This means defining a minimum capacity variant that equals the available capacity to ensure that the penalty for violating this restriction is higher than the storage costs.
- The optimizer will do this by default if you don’t put in any storage costs.
Forward Scheduling in SNP Heuristics
The SNP capacity leveling heuristic can be run with forwarding scheduling.
The Issue with Forward Scheduling and Procured Finished Goods
One issue with setting forward scheduling is that it will not only front-load the production resources. It will also create purchase requisitions as early as possible. There can be conditions under which it does make sense to bring in purchase requisitions as soon as possible, but in general, this is not considered desirable. I quote from my book again.
The issue with CTM is that when it is set to forward scheduling, it will not only forward schedules manufacturing orders and the procured items in the manufacturing order BOM, but also the purely procured items. However, just because a company wants to front load its production schedule does not mean it wants to front load or forward schedule its purchase requisitions (for non manufactured product).
Forward scheduling something that is not capacity constrained, for instance, purchased items, will tend to move all finished goods procurement to as early as possible. Therefore, it would make more sense to run produced products with forward scheduling while running procured finished goods with backward scheduling to counteract this. This can be accomplished in the planning run by using different profiles for each. For instance, one CTM Profile would be set up for procured finished goods, and another CTM run would be set up for all produced items and their subcomponents. When the SNP capacity leveling heuristic is used, it can segment the product database into different runs, one forward and one backward scheduled. The optimizer can have one optimization profile with no storage costs set and one optimization profile without storage costs set. The cost optimizer profile can be reviewed in this article.
Prioritization Applications
There is a second issue with forward scheduling. With a prioritization application like CTM, there is a strong tendency to schedule high priority orders before they are needed. This issue and the way to handle it are covered in this article.
This leads to how the product database is coded for the supply planning procedure and the coding for reorder points. I will have a future article on this topic, which I will link to here.
Assigning Product Locations and Resources to a Model
One thing that is highly confusing about SCM is the assignment of locations and products to one another and the model. Creating a product for a location does not add that product to the model (although it probably should), even though you can bring up a location combination in SCM (/SAPAPO/MAT1).
Controlling Batches of Master and Transaction Data
Both product and location and other supply chain components must be assigned to the model. This goes for whether the components are created in SCM or are CIFed over from ECC. Planning Version and Planning Models are essentially ways of controlling batches of master and transaction data.
<p “>It allows us to run parallel planning models and to experiments with duplicate copies of data without having different boxes to do so.
Planning Version and Model (SAPAPO/MVM) Copying Master and Transaction Data
Below is the transaction for copying data (transaction and master) (/SAPAPO/VERCOP) from one model to the next. We will use this once we get the data the way we like it in one model. We will then copy it to a duplicate planning model and planning version. Notice, you can copy master data and master data, and transaction data. However, you can not use this transaction to copy just transaction data between models. We wanted to do this as we had made changes to a model in the master data and did not want to copy the master data from the active model to our model.
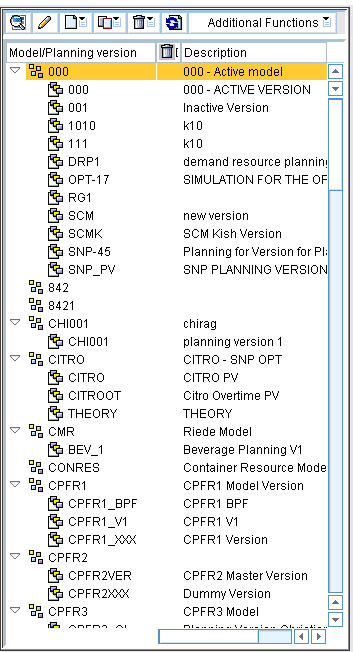
The supply chain model items can be assigned using the Supply Chain Cockpit. Now we need to add the objects with a right mouse click.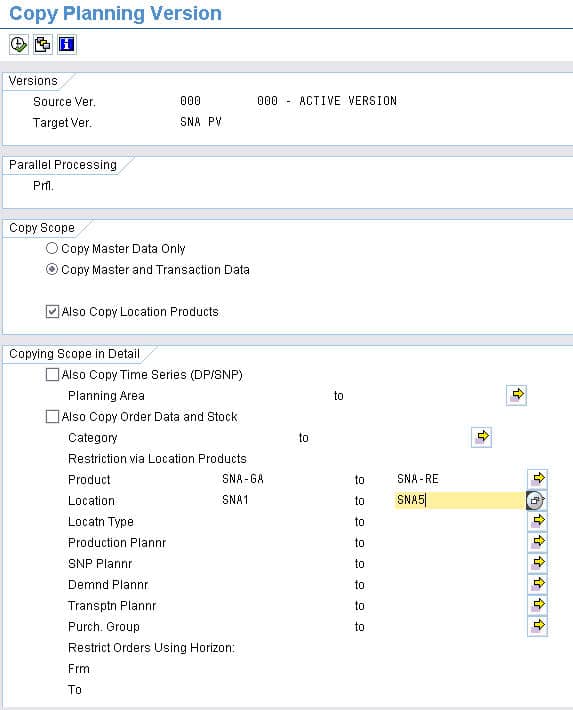
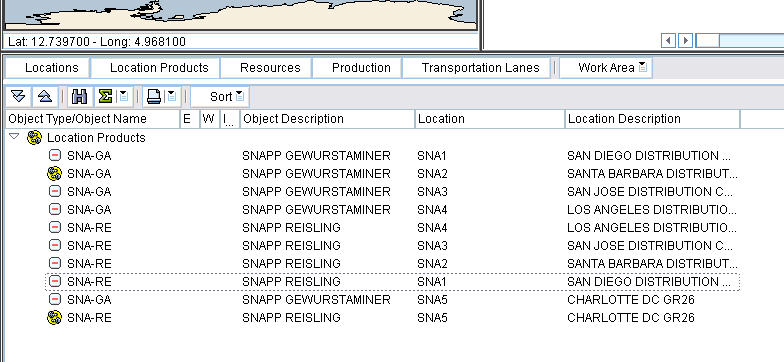
Adding Product Locations
After they are added, we can see the products per location added below. However, this graphic shows something we did no immediately see previously. We have an icon for SNA-GA for location SNA2 and SNA-RE for location SNA5. However, we do not have icons for other product locations. So this is an excellent screen for seeing which are the valid product location combinations. However, it does not make the product location valid; it merely shows valid combinations. Furthermore, after we copy the planning version and model from the active 000 and 000 to our new planning version and model SNA PV and SNA MODEL, the few valid product location combinations do not carry over. One of the major issues is that we have to be very conscientious about adding locations and products to the model in addition to simply creating them. This is easy to miss, and in fact, the locations must be added first, and the products added second, or the assignment won’t take as we learned the hard way. So here we go to assign the locations first.
Next, we will go and assign the product. Now we go to the Supply Chain Cockpit (SCC), and we see that now all product locations are active. Of course, we have other locations aside from plants. We have storage locations (MRP Areas from ECC) and vendor locations. We add these to the model using the same location transaction to add the locations above (/SAPAPO/LOC3). The icons next to the objects (Vendors and Storage Locations) show that they have been assigned properly to the model.
Adding Resources to the Model
Now, we will add resources to the model. Now we can see the transportation and handling resources that we just added. However, you will notice that none of them are activated; they all contain the negative symbol. However, again, these resources are not assigned to the model, so we need to do this. However, there is an extremely bizarre error in terms of how the resource screen is set up in SCM 5.0 (it may have been solved in SCM 5.1). When we type in the resource and location, what appears to be the change button, we receive the error in the screenshot below. Resources are covered in detail in these posts: https://www.brightworkresearch.com/sapplanning/2009/05/02/scm-resource-types/ https://www.brightworkresearch.com/sapplanning/2008/09/14/resources/
 View Resources
View Resources
So, while you can see the SCC resources, you can not actually view them in the master data transaction (/SAPAPO/RES01). This is because the resource exists, but it is not assigned to a model, and unlike the product and location maintenance transactions, adding the resources to a model is on the screen following this one. So we will have to select the model independent checkbox to get into it. Once inside, we must select a resource.
Now we need to select the strange multi-box button to the top. 
Here SAP makes a major error by assigning the resource to several models that we did not tell it to add.
Error in the Assignment Model
Creating a new resource brings up the same problem, so we have little alternative except to add the resource to all the SAP models. This is, of course, not what we want to do.
However, we repeat this action for all of our resources.
We then go and check the results in Supply Chain Cockpit. The icons show us (before they were minus signs) that the resources have now been successfully assigned to the model.
Now we bring up the Storage Location.

Now we review the Handling Resource.
Now we will go into the Resources master. 

Now we go into the resource header.





 Other Issues
Other Issues
Further confusing is that EWM has its own resource screen, which has nothing to do with their resources in this screen. The resources in the EWM transaction (/SAPAPO/RSRC). These are warehouse resources and are only assigned to a warehouse. We now go to Locations instead of Product Locations and add the locations there. Once they are added to the locations tab, the network appears up to the upper left-hand corner. Instead of adding everything all together, add in stages. Once we saved after every time, we added on objects. We could add everything we wanted without the error.
Assignment Process
It’s hard to conclude anything from this except that the assignment process is extremely confusing and badly designed. SAP development has some serious errors here that lead to difficult model maintenance requiring many hours to master. Resource maintenance is particularly problematic without a change transaction. We will continue to investigate this issue and post new information at a later date.
Conclusion
To enable maximum forward production for CTM (set in the CTM Profile) and the SNP Heuristic (set in SNP Global Settings), the most direct and powerful setting is setting forward scheduling. What none of these solutions would do is to move up or fill the open resource gaps in the time horizon by giving the earlier orders precedence over later orders — or “squishing” the orders forward with the earlier orders getting first dibs on capacity and making closer demand before making later demand.
Also, there are important implications if forward scheduling is set for constrained supply planning. To keep this article from becoming too large, these topics are described in more detail in this article. I explain the important controls required to be added to forward scheduling, which greatly affects its output.