How to Understand The PP/DS and SNP Setup Matrix and Changeovers
Executive Summary
- PP/DS and SNP in APO both use a setup matrix which provides the system with information regarding changeovers on the production floor.
- Within the setup, matrix are setup groups that will control the sequence of the production plan and schedule.
Introduction
The Setup Matrix is a table in PP/DS that holds the timings and the costs of the changeovers between different groups of manufactured products. The functionality within PP/DS, which the Setup Matrix enables, is optimizing the production schedule using the Setup Matrix. Within the confines of the production orders, schedule production runs in a way that minimizes change-over times.
Our References for This Article
If you want to see our references for this article and other related Brightwork articles, see this link.
Notice of Lack of Financial Bias: We have no financial ties to SAP or any other entity mentioned in this article.
What Is It Composed Of?
It is made up of either Setup Groups or Setup Keys, although Setup Groups are the easiest to understand. Setup Groups define a combination of product, resource, and other unique factors into a single object.
Predecessor Sequence
A production process is a sequence of processes or operations applied to a material by machinery and labor. Thus there is a particular sequence that the material and WIP go through (assembling, painting, quality inspection, etc..). These relationships are maintained in the Setup Matrix. I have a simplified Setup Matrix listed below:

Setup Matrix and Setup Group
The Setup Matrix is designed to set up the differential between different products regarding their setup. Here you can see that a transition from (Setup Groups) Milk Group 1 to Milk Group 5 has a setup time of 25 minutes and that this is a different setup time than when moving from Milk Group 5 to Milk Group 1, which is 45 minutes, and a different cost as well. This is how most companies want and need to model their manufacturing processes. Setup Groups, which are listed above in the Predecessor and Successor fields above are categories of products, the concept being that by combining like products, fewer Setup Groups would be necessary. That is why I have listed Milk Group 1, etc.. rather than a particular product.
The Setup Matrix resides in PP/DS. The Setup Group is assigned to the Setup Key, and the Setup Group is assigned to the PPM or the PDS. So it goes.
- Setup Group -> Setup Key – > PPM (or PDS)
- The Setup Group and Setup Key all correspond to the same items in SAP ERP. There is also a hierarchy at play. The Setup Matrix is the parent, and the Setup Group, Setup Key, and PPM (or PDS) Operation (the Operation is what is done) are the children.
However, in reality, the configuration of the Setup Matrix is far more complex than what I have listed above. Secondly, some issues are well documented in SDN notes (SAP’s site for sharing information on issues). This is where clients have a problem bringing populating the necessary Setup Groups into APO from where they are created in the SAP ERP system. This was an issue on one client where I worked where a significant number of hours were spent just trying to get the Setup Matrix to work properly.
Introduction to Setup Groups
In this article, we will cover the setup group in SAP PP/DS. Where they are located and how they work.
Understanding Setup Groups
The Setup Group Category and Setup Group Key Transfer data and populate the PPM and PDS at the operational level. These are used to transfer changeovers in PPDS. Setup Groups are configured in ECC with the transaction (CFC9). Setup Groups are transferred over with a selection of the CIF integration model.
The Setup Group Transfer Sequence
The Setup Groups transfer must follow a particular sequence of other production planning objects. The sequence is:
- Plants
- Setup Groups
- Work Centers (creates the PPM and PDS)
- Routings (creates the PPM and PDS)
Where are Setup Matrices Setup?
Setup Matrices are set up on the APO side to incorporate the Setup Groups. However, the Setup Matrices must be set up before the Setup Groups are transferred over, so the information has someplace to go.
So the sequence is:
- Create Setup Groups
- Setup Setup Matrix
- Create the integration model and bring over the Setup Groups.
Setup Group Path
Setup Groups menu path:
SCM – Master Data – Application Specific Master Data – Production Planning – Setup Group Setup Matrix – Generation of Setup Matrices – Maintain Rules for Setup Group Generation
Issues with the Setup Matrix
Overall, the Setup Matrix does not work well. Without the Setup Matrix, it becomes necessary to add the setup times into the operations.
If the Setup Matrix cannot be made to work for the first release, the alternative would be to turn off the Setup Matrix and enter the setup times directly in the resource. This does not provide the same functionality of the Setup Matrix but would allow for a setup per production run, independent of the product that preceded it.
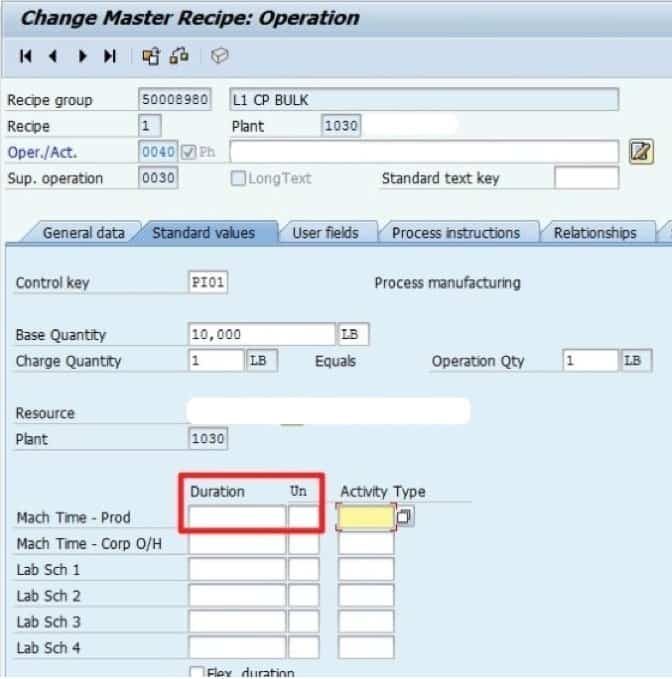 This is where the operation can accept a setup time.
This is where the operation can accept a setup time.
This would allow a setup time for each resource, but not one who changed depending upon the product that was run through the system previously.
Using the Setup Matrix in SAP SNP?
I have seen the setup matrix used in PP/DS at every account, but never by SNP. This is a major issue because if PP/DS uses an assumption that SNP does not use, then the initial production plan sent from SNP to PP/DS would assume more capacity than PP/DS has available to it. Since SNP looks out far further than PP/DS (SNP tends to have a planning horizon of a year, while PP/DS tends to have a horizon of 2 to 4 weeks), this would mean that the supply plan would bring in the material with inaccuracies.
However, while SNP has had this capability since version 5.1, I don’t see clients using the SNP setup matrix. SAP states that the following steps are necessary to use the setup matrix in SNP.
I have shortened them a bit.
- Create Setup Groups. To do so, on the SAP Easy Access screen, choose..
Advanced Planning and Optimization Master Data Application-Specific Master Data Production Planning Setup Group/Setup Matrix Maintain Setup Groups.
- The production data structure (PDS) used must contain a setup group.
- Setup groups in SNP are supported by PDS only.
- You have defined the setup statuses, setup transitions, and the corresponding setup costs and setup times in the setup matrix. To do this, on the SAP Easy Access screen, choose
Advanced Planning and Optimization Master Data Application-Specific Master Data Production Planning Setup Group/Setup Matrix Maintain Setup Matrix.
- You have specified the setup matrix in the master data of a single-mixed resource or a bucket resource on the Time-Cont. Capacity tab page. Other resource types are not supported.
- You have set the PerLotSize indicator for the resource to Sequence-Dependent Lot-Size Planning on the SNP Bucket Cap tab page.
- A PDS can use only one resource for which this indicator has been set.
- A PDS must not exceed any planning period (bucket) within the defined time period for sequence-dependent lot size planning.
- In the SNP optimizer profile, you have selected Discrete Optimization as the optimization method. In the Sequence-Dependent Lot Size field on the Discrete Constraints tab page, you have specified a time period in which the SNP optimizer takes sequence-dependent lot sizes into account.
However, I am a bit suspicious of this functionality as it is so little discussed on projects. For this reason, I intend to test this functionality and post my results in this article in the future.
What Is The Setup Matrix It Composed Of?
It is made up of either Setup Groups or Setup Keys, which define a combination of product, resource, and other unique factors into a single object.
The problem is that the Setup Matrix has issues operating due to the limitations in bringing over Setup Groups. The Setup Matrix is listed as a known issue on several SDN (SAP Developer Network) postings. However, no resolution is recommended.
The Setup Optimization in PlanetTogether
PlanetTogether has the deepest changeover planning functionality that I have seen in a scheduling application. It has three different methods to choose from regarding how setups can be configured. These are the following:
- Setup Code
- Attribute Code
- Number Range Code
- Adjusted for the Specific Resource
As you can see below, as I create a new Setup Table, I can choose three different methods of setting up the changeovers.

Changeover Planning with the Setup Table
- Setup Table: The scheduling engine matches each operation’s setup code values to the values in this table to calculate the operation setup time.

The Setup Codes are the simplest and do not have any further detail aside from one code to the next.
Changeover Planning using Product Attributes
- Attribute Code Table: Not based upon a product grouping but on the attributes of the product. For illustration purposes, I have added Color, Density, Viscosity, and Oil Content as the most essential factors in the setup.

Each one of these attributes has a setup table that is associated with it. This allows multiple attributes to be included in the optimization. Using the previous method, there was primarily one attribute that was possible to use at a time. However, with this method, multiple attributes may be used.

Changeover Planning with Product Attribute Number Ranges
The third approach is through Attribute Number Ranges.
The Attribute Number Range Table: Can specify setup times based upon a range of values (i.e., oven temperatures) in this example below, or other ranges related to production processing. In this case, the changeover is based upon the number range of the mixing speed. That is, products could be classified regarding their change over time-based upon their mixing speed.
 Assigning the Setup Table(s) to Resources
Assigning the Setup Table(s) to Resources
The final step in the Setup Table configuration is assigning the Setup Table to the resources. As you can see, there is a tab next to the table values in each of the screenshots above is “Resources using this Table.” All that is required is to select that tab and then select the resources that should be managed by this Setup Table.

The resources that apply to this Setup Table can be assigned simply through selecting the checkboxes under the “Selected” column.
A lot of software can perform changeovers based upon a product to product relationship. The nice thing about PlanetTogether is that one is not limited by the setups per product attribute. Instead, the application can also account for the particularities of the resource. Within the resource, there is something called the SetupSpan. This is a multiplier for how long this resource takes to changeover versus other resources.
This is the same concept but instead is entered as a percentage. So if a particular resource takes 10% less time to changeover than other resources, then this can be added here, and again the system will account for this in its resource calculations.
*PlanetTogether was used to illustrate a point regarding changeover design effectiveness. Brightwork Research & Analysis has no financial relationship with PlanetTogether or any other software vendor, and we do not consult in PlanetTogether.
Cost Optimization vs. Duration Optimization for Production Scheduling
As with the concept of PP/DS, the Setup Table has values entered that are then used by the optimizer in the scheduling application to determine an optimal sequence. This is partially based upon the differential setup times. This is one of the large advantages of optimization. The optimizer in PP/DS and PlanetTogether work differently. The optimizer in PP/DS works by costs, while PlanetTogether works by duration or time. For this reason, costs must be entered into the PP/DS optimizer. At the same time, setup time/duration is entered into PlanetTogether.
As I describe in this article. While it is often presented as such, cost-based optimization is no longer a best practice for production scheduling. Nor is it a best practice for supply planning.
Attempting to cost optimize all of the supply chain areas was a first attempt to bring optimization technology to supply chain management. There are many forms of optimization, and one can set anything like the objective function. In production scheduling, duration based optimization is far more practical, implementable, and realistic for most production scheduling environments. This is because durations are much less open to debate than costs, and the actual goal or “objective function” is to minimize time, not costs.

Introduction to the Product Wheel
The product wheel is a specific functionality designed to meet a specific problem. You will learn how to think about the product wheel and set up the product wheel in PP/DS.
What Is a Product Wheel?
A Product Wheel is an attempt to mitigate the following production problem.
“The ‘product wheel’ approach is the name for the formal resolution of a typical scheduling problem: to produce n different SKU’s in a single step production process, in m possible resources or machines. Problem can be addressed in two stages as follows: to allocate products to their best manufacturing option (distribute the n products among the m resources), and to schedule the assigned products in the right resource in an optimal sequence.” – Rual Tome, Juan Manual Dominguez of S&T
Thinking of The Product Wheel as a Pie Chart of Manufacturing Resource Competition
The product wheel is really a pie chart, which essentially shows the competing products for manufacturing resources as an endless cycle. Higher demand products are given longer production runs that lower demanded products; that is one determination of the “width” of the slices of the product wheel. The other dimension is the sequence.
The pie chart or wheel represents production runs on a particular resource or set of resources.
Here the sequencing of runs is designed to match the twin needs of minimal inventory combined with the need to have products available to ship when needed.
Our Product Wheel Definition
Thus we have come up with a compressed definition.
“Where production is scheduled in a way to make best use of production resources in view of competing products and with meeting the needs of minimal inventory and maximum inventory availability at the right time for shipment to warehouses.”
Product Wheel and PPDS?
There is nothing special that needs to be done to implement the product wheel concept with PPDS. If the PPDS model is an accurate reflection of the production constraints and the demand dates are correct, PPDS will naturally create a “product wheel” in terms of the production plan. This comes down to how accurately PPDS is modeled.